Geräte und Systemlösungen zum Sichern, Messen und Regeln von Gasen verlangen äußerste Präzision in der Fertigung. „Denn nur so“ betont Karsten Blessmann aus der Marketing-Abteilung von Elster Kromschröder, „können wir unser Produktversprechen von Energieeffizienz, Sicherheit und Bedienkomfort einhalten und damit unsere Marktposition festigen. Deshalb hat sich unser Unternehmen bei der Fertigung
geometrisch anspruchsvoller Teile für eine Multi-Task-Maschine von Mori Seiki entschieden, mitsamt der CAM-Software Virtual Gibbs von Cimatron.“

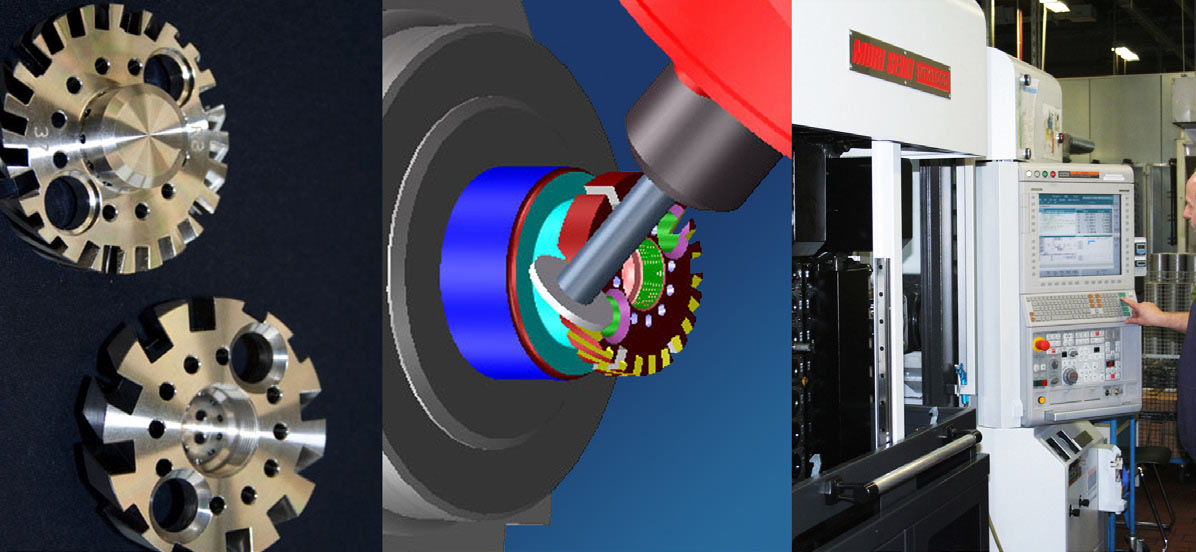
„Unser Unternehmen“, fährt er fort, „stellt Absperr- und Sicherheitsarmaturen, Ventile, Klappen, Regler, Zündkomponenten und Brenner für industrielle Wärmebehandlungsprozesse her. Brennerköpfe beispielsweise sind dafür verantwortlich, wie Gas und Luft verwirbelt werden. Je genauer diese Komponenten gearbeitet sind, umso besser lässt sich der Verbrennungsprozess regeln und desto höher ist die Energieeffizienz.“
Ganz zufrieden war man mit den Produktionsprozessen jedoch nicht. Denn die Zeitspanne, bis aus einem angelieferten Rohling ein einsatzfähiger Brennerkopf entstand, war sowohl den Ingenieuren als auch den
Betriebswirten von Elster Kromschröder zu lang und überdies mit einem hohen verwaltungstechnischen Aufwand verbunden. Die Rohlinge wurden nacheinander unterschiedlichen Drehbearbeitungen, mehreren Bohrvorgängen und Fräsbearbeitungen unterzogen. Für jeden Arbeitsgang war ein Auftrag zu schreiben, zwischen den Bearbeitungsgängen wanderten die Teile ins Lager, mussten dort registriert und später wieder ausgetragen werden. Und nach jedem Arbeitsgang wurden die Teile von der Maschine genommen und entgratet – manuell. So dauerte die Fertigstellung eines Brennerkopfes bei rund 50 Minuten Maschinenzeit oft mehrere Arbeitstage. Für jeden Fertigungsschritt wurden zusätzliche Vorrichtungen benötigt, mit deren Hilfe sich die Teile exakt einspannen ließen. Auch diese Vorrichtungen mussten gelagert werden. Apropos Lagerhaltung: Um Kundenaufträge jederzeit schnell zu erfüllen, hielt man bei Elster Kromschröder Rohlinge und alle Zwischenstufen vor. Bei den etwa 70 Varianten, die zu jedem Grundtyp existieren, ergab sich selbst bei nur wenigen Teilen pro Fertigungsstufe ein hoher Betrag gebundenen Kapitals. Mit der Investition in eine neue Anlage Anfang 2012 wurden all diese Unzulänglichkeiten mit einem Schlag beseitigt. Eine Maschine von Mori Seiki erfüllt seitdem alle Wünsche sowohl der Produktmanager als auch der Maschinenbediener. Das Mehrachsen-Dreh-Fräszentrum mit massivem Fräsständer und beweglicher Gegenspindel ist kompakt gebaut, liefert im Halbstundentakt versandfertige Teile und verfügt über zwei Werkzeugspeicher mit je 38 Plätzen.
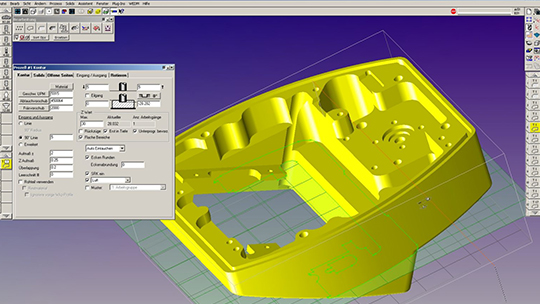
Eine neue Maschine ist das eine, die passende, leistungsfähige Software das andere. Denn die Programmierung so vieler Prozesse ist alles andere als trivial. Da der Betriebsmittelbau von Elster Kromschröder bereits vor Jahren begonnen hatte, mit Virtual Gibbs zu arbeiten, und auch die Entwicklungsabteilung dieses System für die Prototypenfertigung übernommen hatte, entschied man sich, die Software von Cimatron auch in der Produktion einzusetzen. „Aus meiner Sicht sprechen vor allem drei Dinge für Virtual Gibbs“, fasst Jürgen Kohrmeyer aus dem Prototypenbau die Vorteile zusammen. „Zum einen lässt sich die Fertigung auf der Maschine sehr schnell starten und man kann sich auf das Optimieren konzentrieren. Zum Zweiten braucht man sich beim Kauf weiterer Maschinen nicht jedes Mal in eine andere Maschinensteuerung einzuarbeiten, sondern kann unter der gleichen Oberfläche programmieren. Und zum Dritten funktioniert die Kommunikation mit den Cimatron-Anwendungstechnikern reibungslos.“ Auch wenn die CAM-Software logisch und nachvollziehbar aufgebaut ist, handelt es sich um ein sehr komplexes Programm, in dessen Handhabung die betreffenden
Produktionsmitarbeiter geschult werden müssen.
Weil sich der Schulungsaufwand jedoch in überschaubaren Grenzen hält, schätzen die Mitarbeiter aus der Produktion mittlerweile die Software. Denn sie können hierbei einfach im Drag-&-Drop- Prinzip ein Werkzeug wählen und es einem Prozess und der zu bearbeitenden Kontur zuordnen. Mit jedem Tag, an dem sie mit Virtual Gibbs arbeiten, erkennen sie seine vielfältigen Möglichkeiten besser und entdecken bisher nicht genutzte Funktionen, die das Programmieren vereinfachen.
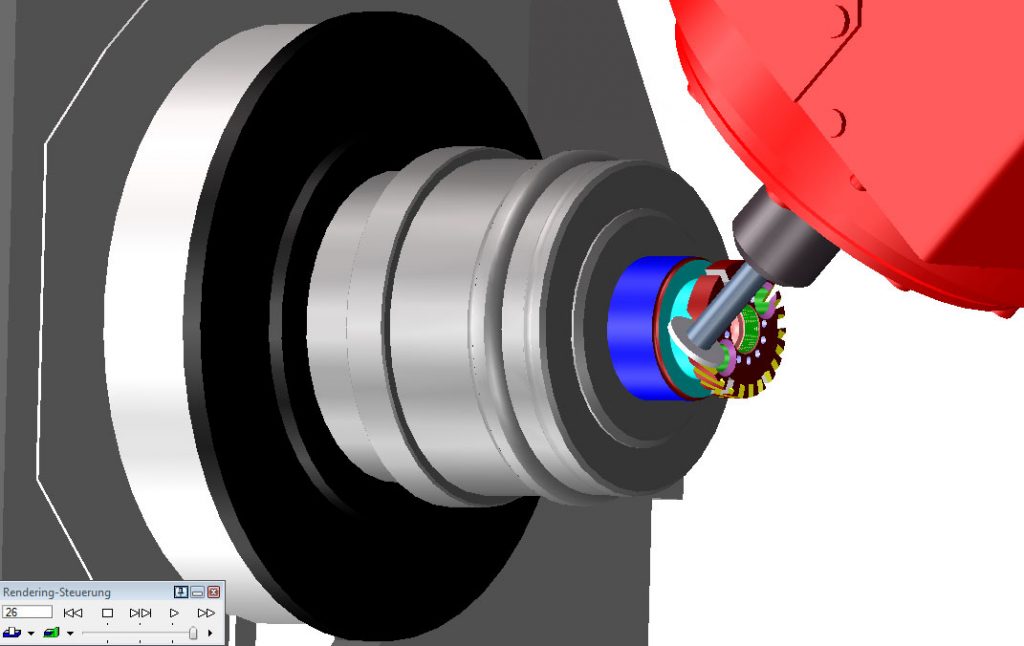
A und O ist die Anpassung des Postprozessors an die Maschine, der aus den CAM-Daten maschinenlesbare NC-Programme generiert. Das ist bei einer Maschine wie dieser Mori Seiki NTX 1000 S einfacher gesagt als getan. Denn es sind nicht nur die Maschinenkomponenten anzupassen. Die schwenkbare Gegenspindel und die B-Achse führen dazu, dass die Koordinatensysteme der einzelnen Maschinenkomponenten zueinander verdreht liegen können. Gerade bei solchen Problemen schätzt man es bei Elster Kromschröder, dass man sofort auf die professionelle Unterstützung der Cimatron-Anwendungstechniker zurückgreifen kann. Sie beherrschen nicht nur das Programmieren, sondern auch die Fertigungsprozesse. Nach einigen Stunden gemeinsamer intensiver Arbeit war es geschafft: Das erste Teil verließ komplett entgratet die Maschine. Während der weiteren Erprobungsphase waren und sind immer wieder einmal kleine Änderungen am Postprozessor erforderlich. Sei es, dass ein Befehl zu unerwarteten Resultaten führt oder dass die Techniker an der Maschine spezielle Wünsche äußern. „Diese Änderungen arbeite ich selbst ins Programm ein“, sagt Jürgen Kohrmeyer, „und lasse sie gegebenenfalls anschließend von einem Cimatron-Anwendungstechniker überprüfen. Ich bin mit dem Service jedenfalls sehr zufrieden.“
Nachdem Maschine und Software erfolgreich in den Produktionsprozess integriert wurden, hat man bei Elster Kromschröder bereits die nächsten Ziele definiert. Zum Beispiel sollen die Beschleunigungsund Abbremszeiten bei der Berechnung der Bearbeitungszeiten berücksichtigt werden. Oder – was noch wichtiger ist – die durchgängige Datenverwaltung. Elster Kromschröder arbeitet mit der Unternehmenssoftware von SAP, über die bereits heute viele Prozesse verwaltet und gesteuert werden. In diese sollen zukünftig sowohl die CAM-Daten als auch die NC-Programme abgelegt werden, sodass der gesamte Prozess darin dokumentiert ist und von dort aus ein Nachfolgeauftrag gestartet werden kann. Viel unnötiger Verwaltungsaufwand fiele damit weg und der Nachweis für das Qualitätsmanagement würde sich vereinfachen. Dazu müsste Virtual Gibbs noch mit einer Schnittstelle zur Managementsoftware ausgestattet werden. Die entsprechende Anfrage an Cimatron ist bereits unterwegs.
Bei der Gestaltung effizienterer Arbeitsabläufe und Prozessketten wird Elster Kromschröder auch zukünftig auf Virtual Gibbs setzen. Im Zusammenspiel mit der jetzt erworbenen MTM-Anlage können selbst geometrisch komplizierte Teile in kürzester Zeit aus Rohmaterial gefertigt werden. Das schafft die Voraussetzung dafür, einerseits schneller und kostengünstiger zu fertigen und andererseits das Portfolio zu erweitern. Bei der Entwicklung neuer Komponenten können mittels Virtual Gibbs recht schnell Prototypen programmiert und gefertigt werden. Ist die optimale Variante gefunden, werden die Daten einfach an die Produktion weitergeleitet, auch die Qualitätskontrolle soll auf der Basis dieser Daten erfolgen.„Wir können nur Positives berichten und schätzen besonders die konstruktive Zusammenarbeit in allen Phasen“, sagt Jürgen Kohrmeyer gegen Ende des Gespräches und fügt hinzu: „Wir haben lange diskutiert, jetzt sind wir auf dem richtigen Weg.“ Wenn Elster Kromschröder in weitere neue Maschinen investiert, werden sie sofort in das System einbezogen.

Virtual Gibbs erhält dann lediglich die passende Maschinensimulation und einen weiteren Postprozessor. Der Aufwand, den man jetzt getrieben habe, werde sich dann doppelt und dreifach auszahlen.
(Autorin: Ursula Remmler)
Elster Kromschröder, ein Tochterunternehmen der Elster Group SE, gehört zu den weltweit führenden Anbietern von Armaturen zum Sichern, Messen und Regeln von Gasen. Die Ursprünge des Unternehmens reichen bis in die Mitte des 19. Jahrhunderts; 1865 begann Georg Kromschröder in Osnabrück Gaszähler für Haushalte und Industrie zu fertigen. Mit seiner vielfach bewiesenen Innovationskraft zählt das Unternehmen auch aktuell zu den Pionieren bei der Entwicklung neuer Technologien und Komponenten. Bereits 1991 wurden alle Fertigungsstätten von Elster Kromschröder nach DIN EN ISO 9001 zertifiziert; wenig später erfüllte das Unternehmen die EG-Gasgeräterichtlinie für die Zertifizierung von Sicherheits-, Kontroll- und Regelvorrichtungen. Seinen Kunden bietet das Unternehmen
umfangreiche Serviceleistungen, die auch Schulungen mit einem großen Praxisanteil beinhalten. Weltweit hat die Elster Unternehmensgruppe etwa 7.500 Mitarbeiter, das kundennahe Vertriebsnetz umfasst mehr als 60 Vertretungen rund um den Globus. Am Standort Lotte/Büren in der Nähe von Osnabrück sind derzeit etwa 900 Mitarbeiter tätig.
Weitere Infos: www.kromschroeder.de
Wir können nur Positives berichten und schätzen besonders die konstruktive Zusammenarbeit in allen Phasen.