
Learning From Experience: CNC Machines, Software, Drive Growth for BC Machine Shop
In 1997, Gerald Neels purchased an older 356 x 1,016 mm (14 x 40 in.) manual lathe as a teaching tool for his sons to learn about machining. It was the first piece of his future shop, Harmonic Machine Inc., in Chilliwack, BC. The lathe was set up to run effectively for repetitive work, and the boys went into production. Gerald’s eldest, Nathan Neels, then in grade 10, continued working in the shop and is now general manager and CNC programmer.
The lathe led to the addition of a turret mill, and in 2000, the shop acquired a CNC lathe, launching Nathan Neels’ CNC programming career. In 2001, Harmonic acquired its first CNC mill, which Neels learned to program with G and M codes. As machines were added, Neels continued to program them manually, until 2005, when the shop purchased GibbsCAM Production Milling from GibbsCAM (formerly Gibbs and Associates), to speed up and simplify the work. It was chosen for its ease of use and extensibility through addition of modules that integrate into a single interface so users need to learn only new functions, not a new system.

Two years later, the shop added GibbsCAM Production Lathe, which Neels says cut programming time on a family-of-parts rollforming dies by 80 per cent and cut production time in half. In the past, it took a machinist 10 minutes to program a part with a conversational control, tying up the machine for the duration, and 10 minutes to run it. Using GibbsCAM to do the programming himself, Neels reduced programming time to 1.5 minutes, leaving machine and machinist producing parts. “It’s error proof,” he says. “The customer’s solid CAD model comes into GibbsCAM, and the toolpath snaps to it. I run the program with left and right-hand tools to rough and finish both sides in one program, post-process it, and it’s done.”

Through the shop’s growth, which included the addition of several CNCs, Neels continued to program all the machines with GibbsCAM, adding modules as part and machine complexity increased. Over time, he added solids machining, multi-axis machining, multi-task machining, machine simulation, and GibbsCAM VoluMill for high speed roughing.
Neels says Harmonic is a progressive shop that takes advantage of available technology. “We can honestly say that VoluMill for GibbsCAM has been integral to our overall approach to machining. We use the latest technology, late model machine tools, and lean manufacturing through the whole process as much as we can, to help customers get quality parts, on time, at a decent price.”
This is illustrated by Harmonic’s desire to reduce setups and operations in making many different parts, which, with available equipment, would require multiple turning and milling operations. It addressed the challenge with a seven axis multi-tasking Mazak Integrex 200-IV SY, which does simultaneous five axis machining. To program it, Harmonic added the GibbsCAM MTM module, which programs multi-axis turning and milling and synchronizes motion. Programming is done in any sequence, then reordered and optimized with MTM’s Sync Manager.
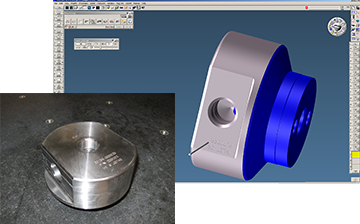
An example of a part Harmonic on the Integrex is a scrubberbottle cap for IMW Industries, which required two turning and four milling operations. Neels programmed the part for the seven axis Integrex, demonstrating the benefits of the machine-GibbsCAM combination. “First is that I could program turning, then milling, and the program runs the machine like a five axis mill. I rely on GibbsCAM’s machine simulation, absolutely, to test for interference and collisions. It was all very easy, and it works–a huge relief with a new machine.”
Machine scheduling was alleviated. Doing sequential operations requires having machines available. On the Integrex, parts run until the order is complete.
Nearly all the setup was eliminated, primarily because the Integrex holds most of the tools for the parts Harmonic makes on it, and soft jaws on the spindle locate the work piece.
Previously, several operations of two to three minutes each, required someone feeding the machine. The Integrex runs unmanned for 19 minutes, and starts beeping on completion. Anyone walking by unloads and reloads it, then hits Cycle Start. Every machinist knows how
More deburring is done on the machine because it is often easier to reach a feature through an opening subsequently machined. On a vertical mill, this is not possible– imagine deburring a cross bore into which another feature is machined.
Engraving is another benefit. Neels uses a font in GibbsCAM, which the software recognizes as engraving, automatically generating code as part of the program. Since the machine is multi-axis, it can engrave anywhere it’s required.
Inspection reports are much easier. Harmonic does first and last part reports. Using multiple operations required tracking the parts and inspecting them after each operation. Since the Integrex drops the part complete, inspection of the part is done in one shot on the CMM.
These benefits extend through many other jobs on the Integrex, but this example demonstrates Harmonic’s continuous, progressive effort to reduce cost and increase quality to benefit its customers.
With continued growth, offering customers inventory service to ensure uninterrupted part availability, Harmonic moved into a new 1,161 sq m (12,500 sq ft) facility in 2013, where 12 employees–Neels, his sister, and three brothers included– run a shift and a half with 12 CNCs and assorted support equipment, to machine and deliver precision parts of all types of metal and plastic for customers in multiple industries, including oilfield, aerospace, medical and firearms.
IMW Industries, where Harmonic founder Gerald Neels apprenticed 35 years ago, is now the largest non-lubricated gas compressor manufacturer in the world, and one of Harmonic Machine’s largest customers.
Reprinted with permission from Shop Metalworking Technology | www.shopmetaltech.com
