Home
Prodotti
GO Milling
GO Turning
GO MTM
GO Swiss
GO 5-Axis
Opzioni aggiuntive
AI per la Lavorazione
up2parts autoCAM
Gestione degli utensili
ToolManageriQ
Strumenti per le prestazioni
Vericut Optimizer
Ultimo rilascio - Cosa c'è di nuovo
Perché GibbsCAM?
White paper
Perché scegliere GibbsCAM?
Calcolatore ROI
Customer Story
Partner
Video
Schede tecniche
Manutenzione GibbsCAM
Notizie ed Eventi
Notizie
Eventi
Webinar
Contattaci
Contattaci
Ricerca il rivenditore
Supporto
Carriera
Italiano
English
Deutsch
Español
Français
Português
עִבְרִית
日本語
한국어
简体中文
Italiano
English
Deutsch
Español
Français
Português
עִבְרִית
日本語
한국어
简体中文
Home
> Perché GibbsCAM? > Customer Story
Customer Story
RIECO SYSTEM SRL - Speciale non solo nella produzione
SAFA GMBH & CO.KG | Argomento di oggi: Metalli non Ferrosi
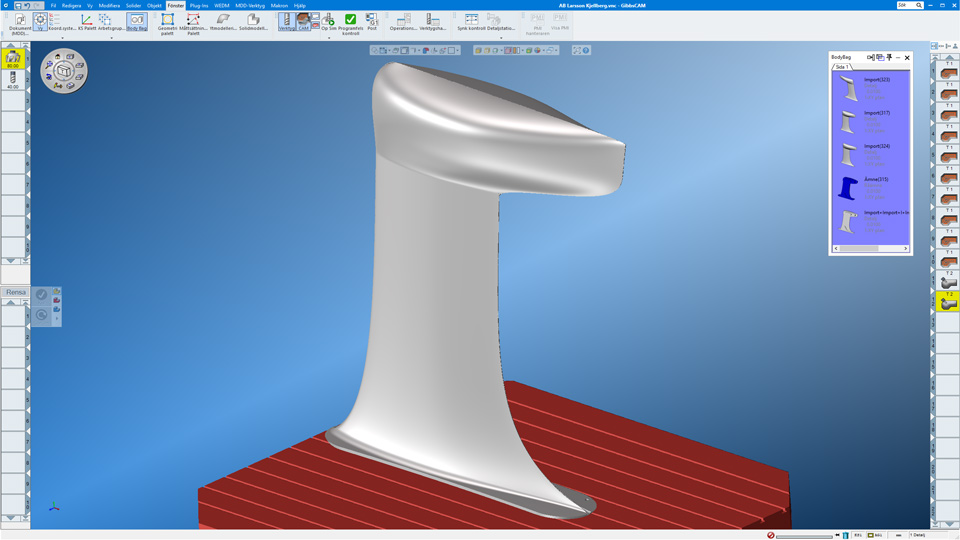
Larsson & Kjellberg muove le montagne (d'acciaio)
Dalla macchina alla programmazione CAM con GibbsCAM
Contattaci
ASSISTENZA CLIENTI
Newsletter
Collegati con noi:
Copyright © 2025 | GibbsCAM | Tutti i diritti riservati