
R.A. Miller Industries (RAMI; Grand Haven, MI) began making antennas for the military in 1956, eventually expanding antenna production to the automotive industry (for long-haul trucks), as well as to the general aviation and marine markets. Approximately 75% of RAMI’s production is military, 23% automotive, and 2% general aviation. The company develops antennas from the ground up, doing all the engineering, parts machining, cleaning, plating, painting, and assembly for all but the automotive line, which purchases parts because those parts require several six-spindle multitask machines, for which it has no space.
RAMI’s machine shop manufactures its parts from aluminum, brass, copper, Delrin, Teflon, and occasionally, stainless. While short runs of 25–150 pieces are typical for general aviation, military production often requires tens of thousands of parts a month. Retirement of manual machines in favor of CNC machines continued. In 1995, when machine shop lead programmer, Matt Smith, started working at RAMI, he began on manual screw machines, moving to automatics within a month.
Smith’s introduction to CNCs came in 2000, with a Miyano BNC-42. “Because I came from hand screws, and because every job we moved from hand screws had to be programmed, I learned manual programming quickly,” says Smith. “At the time, we were only doing standard two-axis lathe work, nothing complex.”
The shop slowly added CNCs, all programmed by Smith and veteran programmer, Thau Nguyen. In 2006, the shop acquired its first multitasking CNC, an Okuma LT, for a dedicated job. “Until then, all my programming was for two-axis lathes and three-axis mills, so using M functions, live tools, and Y-axis together was a bit overwhelming,” says Smith, “but we got that job running and didn’t have to touch the program for two years.”
A second Okuma LT allowed Smith to become more acquainted with multitask programming. It would take a week to program a part, but it paid off for high-volume parts. Soon, RAMI was achieving a business volume that exceeded capacity. Specifically, two parts for a military antenna required multiple turning and milling operations on multiple machines. Making the parts was a lengthy, labor-intensive process, which couldn’t continue without sacrificing production of other parts, so they contracted out for the two parts.
When deliveries were taking longer than desirable, acquisition of a machine that could do all the operations in one setup was seen as the solution, but again the company didn’t have available floor space. RAMI’s continuing growth had filled its 70,000 ft² (6503-m²) facility. To create capacity, RAMI acquired and renovated a 9,500 ft² (883- m²) building across the street, expanded it with a 35,000 ft² (3252- m²) addition, and moved the self-sufficient automotive line there, freeing space for shop expansion.

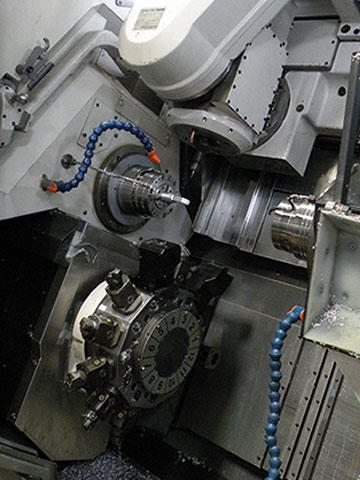
In 2010, RAMI purchased an Okuma MacTurn 250 multiaxis, multitask machine with milling head, bar feeder and Royal Rota-Rack parts accumulator, specifically for the military contract of 3000 complex units a month. Smith and programmer-machinist Rich Stenberg, hired for his Fanuc and Okuma OSP manual programming expertise, quickly determined that the MacTurn would not be programmed manually, that CAD models would be needed, and that a CAM system was necessary.
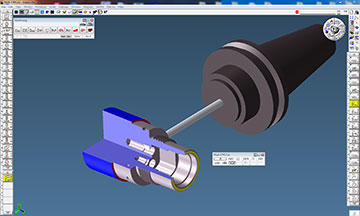
In June, RAMI acquired Autodesk Inventor for CAD, and in August, the shop installed two seats of GibbsCAM (with MTM and 5-Axis modules) on a network. GibbsCAM was the first programming system for both programmers. “GibbsCAM was easy to learn, and really easy to use,” Stenberg says. “I don’t have to trig out anything. Engineering provides a solid model IPT file from Autodesk Inventor, which opens in GibbsCAM. I turn on the Profiler to show cross sections, pick points to tell the software the path I want, and it just does it. It saves a lot of time.”
The experience was similar for Smith. Even as a fast on-machine programmer, a frequent challenge he faced was blending between an angle and a radius on a lathe. “That’s difficult at the machine, if you don’t have key points on the print,” he says. “With GibbsCAM, I turn on the Profiler, and I have everything I need. For me, that was the greatest immediate benefit. No more trial and error to find the blend, and no repeated trips to engineering to get geometric points. It knows exactly where the angle stops to meet the radius, generates a perfect blend, and I don’t have to change a thing in the program. It saves hours.”
Sue Boelkins, the RAMI mechanical engineer creates the CAD part models using Autodesk and its Autodesk Mechanical Desktop subset from other engineers’ concept sketches or ideas, but only creates 3-D part models when they are ready to machine parts. She only gets an occasional change request from Smith, but never for faulty models. “Matt will ask if we can change a radius to accommodate a cutting tool, or add mounting holes to fixture a part for a secondary operation. Otherwise, they just open the Inventor IPT files in GibbsCAM and program directly from the models, without a problem. It works very well.”
The MacTurn was Stenberg’s first experience with dual spindles, dual turrets and five-axis machining. Previously, the shop would have the machine-tool supplier synchronize turrets and spindles and optimize the program. “Now,” he says, “with GibbsCAM’s Sync Manager, it would have to be an extremely complex job for us to ask for help. GibbsCAM does what we need, and I don’t know how we would program multiple axes, oscillating head, and lower turret without it.”
Sync Manager inserts sync codes at proper locations to synchronize tool groups (turrets), and flags conflicting motion, such as attempting to do cross drilling while doing a turning operation, or tools and turrets moving toward collisions with workholding devices or each other.

Another GibbsCAM feature Stenberg uses as a precaution with every program is Cut Part Rendering. “It lets me dry run the program, to prevent problems at the machine,” he says. “It tells you if there’s something wrong, even when you use it only for graphic toolpath verification. But if you turn on the crash alerts, and it finds a problem, it won’t let you proceed until you clear the problem. Even with alerts off, it shows if a toolholder is bottoming out or a tool is making a rapid move into the workpiece, showing the path in red. You can run through individual operations as you program, run the whole program, correcting as you go, or inspect all of it before fixing any problems.”
Upon learning both the MacTurn and GibbsCAM, the shop went into high-volume production with the parts. Because the parts all use the same bar stock, switchover between parts is achieved by simply loading the next program.

In the year since acquiring GibbsCAM, the shop reprogrammed several parts for the MacTurn, significantly reducing production time. Moving to a single machine also reduced setup and part handling, freeing 75% of the required labor to make more parts on other machines. Parts that required 25 min of machining time with two lathe and three mill operations, now take 6 min from bar stock to completion. “We’ve made that huge improvement with several parts,” says Smith. “The savings paid for the machine and software in under a year, with the added benefits of full control and parts when we need them.”
The MacTurn MTM now runs untended for 10–12-hr periods, as the company fulfills a monthly military contract requiring 3,000 units a month, each requiring five different parts from the MacTurn. Having GibbsCAM enables the programmers to reduce programming time for the other 15 CNC lathes and mills as well.
R.A. Miller Industries now machines all of its parts for military, general aviation, and marine antennas. “If all continues to go well, we may need to get another MacTurn,” says Smith. “For now we just need to tie the MacTurn into the network to send programs directly, because now it requires a thumb drive and a 3' walk from one of the GibbsCAM stations.”
As seen in Manufacturing Engineering Magazine

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.