
Customer service and efficiency should go hand-in-hand. If you are able to turn quality product around in a hurry, it’s almost guaranteed your client is going to seek you out for more.
Brad Remillard is well aware of the positive effects this can have on your bottom line. As Automation Team Leader at Westcoast Cylinders, New Westminster, B.C., he has been involved in changing its processes to better manage production demands.
“Basically, I work as liaison between the shop floor and the production group, giving them ideas about where certain products should be produced on the shop floor, and I help them work on process improvements,” he notes.
Westcoast cylinders produces cylinders designed to meet the needs of the resource industries - lumber, pulp and paper production, ore processing, the oil patch and hundreds of other heavy-duty jobs.
The lines of cylinders they produce include cast head heavy-duty air and hydraulic cylinders, NFPA air and hydraulic cylinders, welded style, servo driven cylinders, full custom cylinders, plus a wide selection of heavy-duty accessories.
The teams at Westcoast, like every other shop, recognize that they have to compete with similar suppliers. Considering the struggle the U.S. economy has had over the past few years, that market has become tighter.
With numerous upgrades to their processes and equipment, Westcoast has effectively managed this competitive environment for a number of years.
One of the simplest sounding solutions they’ve come up with is turning batch runs, blanking out cylinder models that can then be refined as necessary. “We’ve taken our heads – the end caps of the cylinders – and we pre-turn the components, stock the components on the shelf, and then drill them closer to being on-demand,” Remillard explains. “This reduces set-up costs by giving us the flexibility to run minimum quantities which therefore results in a lot less work-in-progress on the shop floor.”
The pre-turned piece could then be specified with different port positions, needle valve positions, lugs welded on for mounting type features, etc.
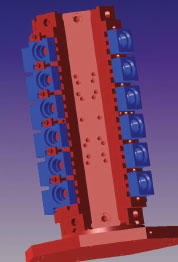
Westcoast uses GibbsCAM’s Tombstone Management software and Machine Simulation to run many of these small runs on the company’s DHP 5000. With this setup, many components can be run with little to no setup time and little to no operator intervention.
“It’s the ability to import Solidworks assemblies into GibbsCAM that gave us the increased ability to have our tombstones and our fixture plates, along with our components, all in Solidworks,” Remillard explains. “What I do is take a fixture plate that we’ve designed, import a part onto that fixture plate, then import it into GibbsCAM, generate the machining processes in GibbsCAM creating a .vnc file, and then import that file into the Tombstone Management System, which has our tombstone already modeled up, and orient the fixture plate onto a desired face. Then I tell it how many parts will be in the run, and how many faces. I worked closely with WestCAM to create a custom post processor; I gave them the center of rotation for our machine tool so when I post the program it generates all the G10s for the work offsets, which will write them to the work offset tables when the program is initiated. It’s very simple, in a way. We measure all our tooling from gauge line, so the operator can just concentrate on loading everything onto the tombstone, and when the tombstone goes into the work zone there is no operator intervention after that, other than maintaining offsets and tooling.”

Westcoast designs and builds its own tombstones and fixture plates to ensure accuracy. Although Remillard says that the company isn’t as automated as the team would like to be, this was an important step towards becoming more automated.
The company took another step towards automation when they took delivery of a Haas UMC 750 5-axis machine this summer. The machine is designed for 3+2 machining and full 5-axis machining.
5-axis machining is gaining popularity for reducing setups and increasing accuracy for multi-sided and complex parts.
The UMC-750 is a 40-taper vertical machining center with 762 x 559 x 508 mm travels and an integrated dual-axis trunnion table. The machine is equipped with a 12,000-rpm inline direct-drive spindle, 1000 psi through spindle coolant and comes standard with a 40+1 tool sidemount tool changer.
“We’re taking on some similar principles we’ve adopted on the DHP with the Haas,” says Remillard. “I’m working closely with Fifth Axis, because we purchased their vise system for the Haas machine tool. Fifth Axis sent me solid models of the riser plate and the vises that we’ll be using on it, so I’ve built them up in Solidworks as an assembly to import our solid models onto the vises and then import the assembly into GibbsCAM.”
Westcoast also purchased the Renishaw productivity package, which is allowing Westcoast to probe components and, because they will be doing primarily custom jobs on the Haas, gives Remillard the ability to quickly get the part orientation and start machining as soon as possible with the least amount of set-up time.
“That will be a pretty nice feature to have,” says Remillard. “WestCAM has worked with me to help us get a model of the Haas machine so we can see what’s happening at the machine tool level on the GibbsCAM side when we simulate our product. We will be able to see what is happening before it hits the shop floor, which will save us a lot of time as well.”

The Haas machine will allow Westcoast to speed up its processes even more and offer faster delivery times – something many customers are demanding today.
The Haas is just one more step in Westcoast’s efficiency improvement journey.
The company has also taken its bar work and now runs it on a Royal Rota- Rack parts accumulator system which allows the machine to run unattended for extended periods of time. It collects the finished parts in a unique rotary spiral that safely directs parts to the center of the built in turntable; the conveyor that feeds the rotary unit keeps the parts in order so that each piece can easily be quality control tested at any given time.
Remillard mentions that they hope to automate yet other processes in the near future. The challenges, however, are the size of some of their parts. Although typical products are between three and six inches, parts they process do get as large as 12 inches in diameter.
Business has shown a positive upturn for Westcoast recently. “Obviously the downturn in the U.S. affected us, but that forced us to get better at our processes,” says Remillard. “We got leaner and more efficient with both our skilled work force and machine tools, taking the slack time out of the parts processing.”
Having weathered those challenges, expect to see more from this dynamic company.

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.