
In this article, we are in Göta, Sweden, to find out how to combine advanced CAM programming in GibbsCAM with advanced multifunction machines from MAZAK, from a fully-automated perspective.

STEFAN GÖRANSSON had an engineering education in high school and has since worked in the engineering industry, the last twenty years as a self-employed person. In 2004, he started Tremeco, working with contract manufacturing of precision mechanical components in most materials such as plastic, aluminum, steel, stainless steel, but also titanium and Hastelloy. The company grew steadily since its start in 2004 and eventually the existing 800 sqm site became too small.
Since 2017, Tremeco has been located in newly-built premises in the Göta industrial area, with almost 2,000 sqm. These are really fantastic premises, combining the workshop, conference rooms and all the office space we need, and with a perfect logistics location next to the #45 road as well. “The new facility is large enough to allow us to expand and double our turnover”, says Stefan. “We are good at adopting new technology, keeping up with technological development and using it in the right way. We are talking about advanced machine tools which require preparation of drawings, 3D part models, CAM programming and other associated preparation for manufacturing.”
Here, any notion of “simple machine shop jobs” is misplaced. Those simple jobs have disappeared with technical developments and will not come back again, says Stefan Göransson. Tremeco has moved away from all monotonous, personnel-intensive and heavy work, with the help of automation and a total investment in job preparation and CNC programming in CAM.
Today, it is not just about the machines out on the shop floor; a big focus is in a holistic approach in the production chain. Therefore, we are organized so that there are no machinists in the traditional sense, but Admir and Stefan program parts in CAM full-time and of course load and unload as regular machinists too! All jobs are prepared off-line, so that everything – software, fixtures, tool selection; everything is completely ready when the program code is sent to the machine tool, ready to run the job. This means extremely short set-up and rigging times – a scenario that most machine shops can only dream of…
The industry is increasing its focus on safe delivery times and saving costs. This has nothing to do with the size of the company. And here Stefan and Admir have gone “all-in” when it comes to programming, fixturing and tool selection, with software embedded in digitization and Industry 4.0. – with everything saved in the “cloud”.
“We are fully digitalized in an easy-to-handle and user-friendly environment, where we make the difficult easy. All our MAZAK machines are automated with bar feeders and are “interconnected” in a network, where we choose the machine that is free or that will soon be free before the next production run. We have an efficient flow that gives us flexibility around the clock where larger runs with long production times can be run unmanned in the evening and at night”, says Admir Filipovic, who is convinced that it is crucial to be able to connect machines and machine monitoring. With connected machines, it is possible to make all kinds of changes and upgrades quickly and smoothly, without interrupting the workflow.
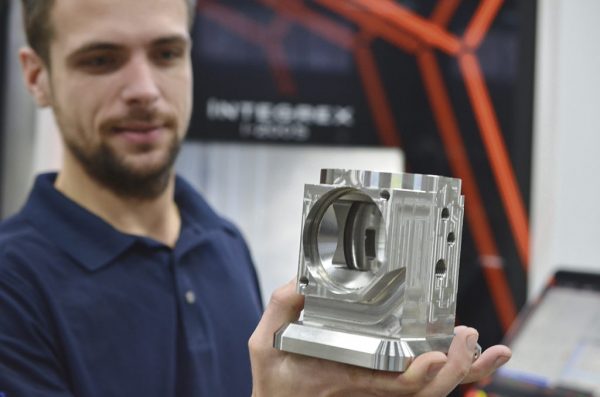
Tremeco is a subcontractor that manufactures complex products in smaller runs and in more advanced machines, such as MAZAK Integrex. Achieving profitability in this type of machine and this type of production requires extremely fast job set-ups and programming. The tool paths are often three, four and five-axis and consist of a mix of turning and milling, as well as special operations such as docking and loading. A not-so-simple task for the CAM programmer to handle, as both the machine tool and the parts to be manufactured are complex.
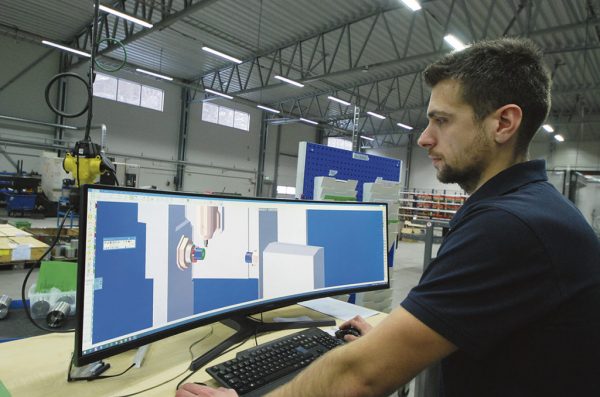
Efficient CAM software is a must and here the co-owners Stefan Göransson and Admir Filipovic have chosen to develop their programming and manufacturing processes with GibbsCAM. In addition to the CAM program being able to cope with the high demands that exist with different tool paths and to control all the functions of the machine tool, systematization and optimization is required to achieve real speed. Another important aspect is that the CAM program can and must be used by more than just a “CAM specialist”, preferably close to the machines on the shop floor. At Tremeco, the CAM workstations are connected directly to the CNC machines. High user-friendliness in the CAM software is crucial.
We asked Admir and Stefan to answer some questions on the subject of efficient CAM programming. We wanted to know a little bit about how they think and work.
Can you name an aspect that has been important for Tremeco, in order to achieve fast programming with GibbsCAM?
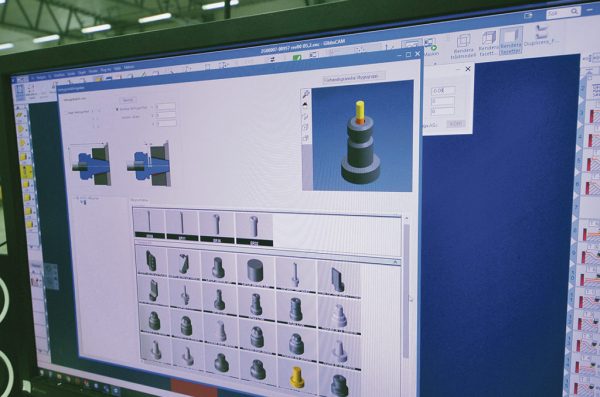
– That we have a complete tool and holder library.
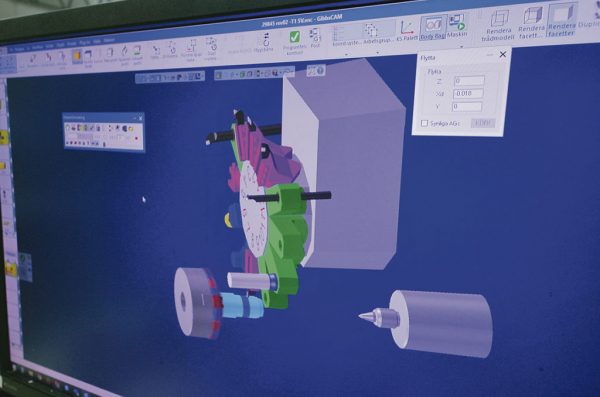
How important is machine simulation?
– It is very important, as it provides security and reduces the risk of collisions.
Moving jobs between different types of machines probably happens often. How is it handled?
– Within the CAM software, we can quickly move jobs between all our different machines. The only thing we need to change is the choice of post processor, which is located in a library.
Can you name an advantage of simultaneous 5-axis machining in a multi-axis lathe?
– It allows us, among other things, to machine a complete part in one set-up, with same clamping.
Tremeco currently has three full-featured GibbsCAM licenses. Is all programming done centrally, or is CAM also used on the shop floor?
– Almost all programming is done on the shop floor. We can also move the licenses if we want to work with less disruption.
A complete implementation of CAM for more complex machines means a lot of work, both for the end user and the CAM supplier. Post processor, machine models, fixtures and tool libraries must be integrated and adapted for both machine and company.
Now, when all this has been done, how quickly can you program a new job for a Mazak Integrex?
– Depends a lot on part complexity, but I would say from 15 minutes up to a couple of hours.
– We like to be a close advisory partner for innovators. We often make the impossible possible with our production equipment. What was previously far too expensive to manufacture in Swedish production is now within reach. The combination of our long time in the industry and our desire to be at the forefront of technology development makes us an ideal partner for innovative companies that want to push the boundaries. We can do more, says Stefan Göransson at Tremeco AB.
– 5-axis simultaneous machining is an important part, which is logical for a 5-axis milling machine, but it is at least as important a part for the multi-function / MTM machines that Tremeco uses. With 5-axis simultaneous machining in an MTM machine, the milling spindle can move around an entire workpiece without leaving the surface, which enables, among other things, that finer surfaces can be achieved and that fewer tools need to be used. Five-axis simultaneous machining is used more and more in both contract and production machining. Back in the day, 5-axis technology was more often used for molds, impellers and the like, but today its application is much wider. The methods for 5-axis machining are constantly evolving in CAM, which means that many contract manufacturers now use 5-axis machining frequently. You can get better surface finish with 5-axis methods, you can machine inside tubes, chamfer parts automatically and do dynamic milling with five axes at the same time. In practice, you can manufacture “impossible” parts, for example pockets with negative walls.
Of course, in order to switch sufficiently quickly between different jobs and build new programs, all tools, chucks, jaws and fixtures must also be handled efficiently inside the CAM software. In addition, it is important to have the knowledge about which machining methods to combine. In some cases, 3-axis plunge roughing may yield gains, while in other situations, dynamic machining is more profitable. But it is also about process flows, when a part shift in the main spindle should take place, how docking and cut-off should be handled and so on – i.e. operation sequences should be built to get stable clamping and efficient material removal. The above must then be verified with a safe and fast machine simulation, so that mistakes are captured before the job is sent to the machine. The CAM program must handle all this, without the user having to use external programs, or “cut and paste” types of solutions. Tremeco handles and manages all these different parts very well with GibbsCAM, which is why the result is so good.

The 5-axis environment also offers extremely advanced collision control. The tool, the shaft, the holder, the stock material, the part model – all objects can be defined as collision objects and different behaviors can be defined based on how a possible collision occurs. In one situation the tool may need to be retracted to avoid a collision, while in another situation the tool should be tilted away from the part, and so on.


Excerpt from Mekpoint / Maskinoperatören magazine, SwedenArticle writer: Ulf Samuelsson

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.