
Chuck Paul is an optimist who believes hard work will keep operations running through the worst business cycles. He founded Paul Precision Machine (Tulsa, OK) with a conventional lathe and a conventional mill in his garage in 1978. Three years later he purchased a 4000 ft2 (372-m2 ) building, and in 1988 he moved into his current 18,000 ft2 (1672-m2 ) facility.
In the best of times, he employed over a dozen workers. “In the worst, 1983,” Paul admits, “the shop was reduced to another machinist and me.” Today, Paul Precision Machine has 12 employees, nine of them in the shop. Paul feels fortunate to have grown up using carbide and HSS in his teens, then experiencing the evolution of tooling and CNC machines his shop uses today. “Even through tough times, it has been a great ride,” he says. “I just love it.”
In 1996, the shop faced nearly simultaneous challenges. The first involved a start-up natural-gas compressor manufacturer that became his customer. The shop got busy making many prototype parts. The second challenge involved larger CNC lathes that required frequent service. Parts had to be ordered overseas, with long delays. To complicate things, Paul’s CAM software supplier ceased operations.
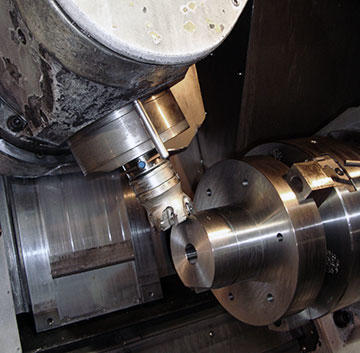
A natural gas cylinder head nears completion on the subspindle of the Puma MX3000S programmed with GibbsCAM at Paul Precision Machine. The MX3000S can rotate its coordinate system along the B axis to act as a vertical mill. The final operation of milling 120º flats is done with a 3" (76-mm) Mitsubishi face mill.
Unable to afford waiting for repairs, Paul Precision Machine started replacing old lathes with Puma turning centers from Doosan Infracore America Corp. (West Caldwell, NJ). To ensure continuity in programming, a well-known CAM system was tried. Although the machines performed successfully, the software proved to be problematic.
“It was too expensive, much too difficult to use, and the support was terrible,” says Paul. “We muddled through it for two years, but our growing workload prohibited wasting time trying to get it to work. We needed to make parts!”
Paul and son Kevin investigated and purchased GibbsCAM from Gibbs and Associates (Moorpark, CA). The GibbsCAM reseller provided training at the shop’s equipment supplier. With software and machines working, Paul Precision had a new goal. “We wanted to remove wasted labor and make parts in a singlemachine operation, instead of multiple operations on two or three machines,” explains Paul. “To achieve that, we used live tooling aggressively. GibbsCAM programming was used on all the Doosan turning centers, and we started generating income and paying off debt.”
The shop was still using multiple operations to make a series of 120-lb (54-kg) cylinder heads for its newer natural-gas compressor customer. The parts had angled flanges and hole patterns on each end. The narrower end also had a second hole pattern to accommodate valves. Machining required boring soft jaws for each end, and a special fixture for milling flanges. In lots of 15 or 20 pieces, it took 1.5 hr to make each smaller part, and 2.25 hr to make the larger

Paul had seen a dual-spindle Puma MX3000S, brought into the country for an open house demonstration at the supplier, and thought the machine had potential. He asked if the supplier would use one of his cylinder heads to demonstrate the machine. The supplier agreed, and the successful demonstration led Paul to purchase the second MX3000S sold in the US.
The shop added the GibbsCAM MTM (Multi-Task Machining) module, and Kevin Paul, who has since left the shop, started making parts on the MX3000S. Greg Hauth, now the main lathe programmer, says Kevin Paul spent most of his last three weeks at the shop training him on the machine.
“My only formal training was a seven-hour session on the GibbsCAM Production Lathe module,” Hauth explains. “Kevin taught me the basics of programming the MX3000. I learned more along the way, and I asked the GibbsCAM reseller a lot of questions. He was very helpful, but GibbsCAM is really straight forward and easy to use. It all makes sense. I don’t know how we would program the MX without it.”
Programming the MX involves modeling stock material for the left spindle, setting the jaw depth in a GibbsCAM window, selecting tools, and turning the part on the first side. To use the same boring bars and turning tools on the other side, the tools are copied and pasted from the first side onto the other. GibbsCAM then displays how the piece looks in process. Hauth says he can program the difficult gas compressor parts in about an hour.
program the difficult gas compressor parts in about an hour. The machining head rotates from +90º to -90º, and the second spindle can run in reverse, so the same tool setup can be used on both spindles. “On the front side, the chips fly toward the window, and on the back side they fly toward the back,” Hauth explains. “The head can spin at 10,000 rpm, so it can drill, tap, and mill, or lock down and turn or bore. No change necessary.”
The cylinder heads started as bar stock of 65-45-12 ductile cast iron, then were turned, bored, drilled, and tapped on the main spindle, and transferred to the subspindle, where the other side was turned and bored. Because the MX3000S can mill at angles, it milled the angled flats with a 3" (76-mm) face mill, and the part came off the machine complete.
Parts went from four operations performed on three machines to a single-machine operation. Changeover from one size to another was 30 min, enough to change tools and load a new program. The cost was as much as it was with the previous method, but the shop’s income rose, because the production time was reduced by two-thirds.

At peak production, the MX3000S was producing 3200 cylinder heads annually. Now, the customer is in the process of moving, and the shop gets no work from them during the transition. Regardless, Paul remains undeterred, and works hard to keep the CNC mills and lathes making parts. “For CNC turning, I program all seven lathes with GibbsCAM,” Hauth adds. “They all have a live-tooling C axis, but multitasking machining with the MX3000 does much more.”
As an example, Hauth cites a job he just completed on the MX3000, an order for 1.25–7 (32-mm), round-head, hex-key bolts, 4" (102-mm) long. He began with 1.75" (44-mm) stock of 1040 steel at a length sufficient to make two pieces, which he programmed with heads back to back, so threads could be turned on both ends of the workpiece. He set the main spindle to hold stock at raw diameter, then rough turned, finish turned, and threaded one end, finishing the threads with a deburring operation. Then the subspindle moved across and closed jaws on the finished shank, and the tools rotated to -90º, moved into the subspindle, (now running in reverse), and machined the other end. The double bolt was made in 12 min, then sawn apart, before Hauth used the subspindle to face and broach the heads for a 5/8" (15.8-mm) hex key.
The productivity resulting from GibbsCAM, live tooling on all lathes, and the MX3000, has all combined to help pay down debt. As a result, Paul has been able to keep equipment current, with no CNC older than three years. He recently converted the shop to a server system, wirelessly networking everything. Six of the nine machinists use GibbsCAM on the network, which provides access to CNC programs and other files. Paul’s next goal is providing remote access, so machinists can implement ideas from home, as they think of them.

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
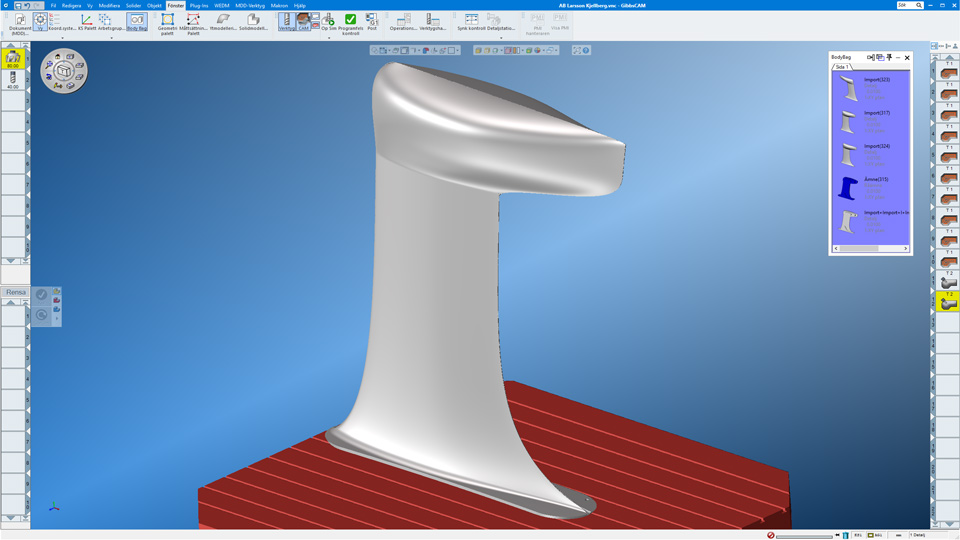
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.