
The mark of a successful job shop is the ability to meet and exceed client needs, whatever the project on the floor. KDM Oilfield Manufacturing of Nisku, Alberta, went a step above and beyond that when it invested in a new 5-axis machine to help a client get out of a bind. To speed the success of that contract, the company invested in GibbsCAM software, which helped them get up and running on the new machine in short order.
KDM has been serving oil and gas drilling contractors for a little more than four years. The company’s 15 employees, four CNC lathes and 10,000 square foot facility has primarily serviced equipment and built subcomponents for those drilling contractors, working in 4145 alloy steel.
“Much of the work we’ve done has been threading related,” says KDM’s President, David Donnelly. “We repair threads on pipes and build subcomponents like crossovers. It has mostly been tubular work.”
Work has been steady for the company, but Donnelly and his team knew that without diversifying that wouldn’t necessarily last.
“The products that we make can likely be built cheaper elsewhere,” says Donnelly. “Like many manufacturers, we feel the cost pressures of the market.”
The opportunity to expand the company’s reach came while working with a client on the design of a thread. “It was a purpose-built application, so we helped design it and built it,” notes Donnelly.
Through discussions with the client, Donnelly discovered that they were interested in finding a new source for drill bits — a company that could respond quickly to supply requests. The customer was finding it difficult to source a shop with the required skill set.
“So I put my hand up and said, ‘if we said we wanted to do that work, would you give it to us?’ They said yes, so that’s how it started,” Donnelly recalls.
That was in March 2010. Since then, the company has made about 100 drill bits, which includes about 20 different designs and sizes. The bits KDM has been building run anywhere from about three inches in diameter up to 8.75 inches.
“I knew that to build these was going to be very challenging and exciting,” Donnelly recalls. “Other companies our client had tried to engage from other provinces really struggled with this. Part of this may have been that they didn’t really understand what they were making. The other part is that they realized they weren’t really set up for it. That was where the CAM software really came into play. Some of these shops were trying to get the job but didn’t have the technology at their disposal, and weren’t willing to invest to upgrade.”
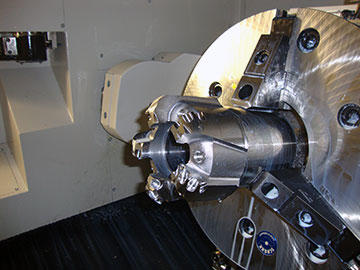
KDM did make the investment. They purchased a Mazak Variaxis 730 with a pallet changer and then went looking for someone with the expertise to do the programming work.
“When we started to look for someone we could hire to do the programming, we couldn’t find anyone who had experience doing this kind of job,” says Donnelly. “The drill bits have many different sides and lots of pockets. All the people who had experience doing this type of work were already employed by other companies to do it. That’s when I decided to get the training to do it myself.”
One of the reasons Donnelly chose GibbsCAM was that he had seen other companies that were doing similar work using it. And people that used it said it was the easiest CAM system to adapt to.
The second reason he chose GibbsCAM was that the sales representatives weren’t prepared to see Donnelly fail.
“Our GibbsCAM representatives were willing to stand up and say, ‘you will be able to make these parts and we will make sure we give you all the help you need to make them,’” Donnelly recalls.

Donnelly ended up taking a three-day introductory course with his local GibbsCAM representative to get his feet wet. He then paid to have their applications engineer on-site for one day. “He showed me some of the more advanced techniques that we needed to know to do our first part,” Donnelly notes.
Thirty days later, KDM had produced their first drill bit. There were a lot of hours involved, but KDM was able to prove itself to its client.
“We had to get the first one out of the way so that everyone felt comfortable that we could do this,” says Donnelly. “In the first year, the client said that we would build 60 bits, so that is what we budgeted for. It hasn’t been a full year and we’ve already made about 100. With the number of different designs, there has been a lot of programming time. Most of the time has been spent with GibbsCAM, not the machine.”
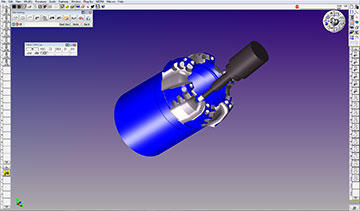
To build the part, KDM first receives a model from the client created in SolidWorks. Generally, Donnelly asks to be sent models of about five different stages of the design so that he has a good sense of the steps involved in the process.
“I might have the designer give me a blank where there are no cutter pockets in it or where the nozzle ports are missing so that I can look at it the same way I would build it,” says Donnelly. “That is what we import into GibbsCAM and we create a tool path based on those models.”
At this point, Donnelly is much more comfortable with the software. “The first bit we did took 4-5 hours to machine, and it wasn’t nearly as complicated as some of the designs we’ve done since. Now, that bit would take about 2.5 hours to machine. We’ve really improved through trial and error.”
Donnelly finds that he is using the more advanced tools, such as advanced 3D machining functions and 5-axis tool path details, much more often.
“For instance, roughing the part. In the beginning, there was a lot of wasted machining taking place during that process,” he explains. “It was very easy to click on a surface and say, ‘machine this surface.’ And it did that, but it didn’t do it optimally. Now I understand the more advanced options in the system — things like how to approach the part and much more — I am able to use the machine to its fullest value through high speed machining and using a number of high-feed cutters. We do use a lot of advanced coordinate systems, so we are using a lot of very advanced aspects of GibbsCAM.”
Donnelly is quick to say that this doesn’t mean KDM is yet using its new 5-axis machine in the best way that it can, but he knows the company is making quality parts

Having this initial client has helped KDM cover the cost of their investment, and the client is getting exactly what they want. “They can give us a SolidWorks model, and within two to three days, they have a finished part,” says Donnelly. This same client is now offering KDM more work for their 5-axis, which is helping them expand their expertise.
“While there are different shapes and contours for the drill bits, we did not use a 5-axis tool path to make them,” Donnelly notes. “There is a lot of 5-axis positioning, but no 5-axis tool path. We have recently started doing other parts that require more complex tool paths, so we’re really starting to use the machine to its full capacity.”
Even with this work, however, KDM is finding that they have capacity to take on more work from other customers. “No one else in our area is offering 5-axis machining,” Donnelly contends, “so we can see ourselves building this business gradually.”
And Donnelly gives GibbsCAM a lot of credit for helping to make this happen. “The people who developed it clearly weren’t just computer programmers, they were people who understood manufacturing. Everything I was told I’d be able to do, I’ve done with it.”
And this is clearly just the beginning.
As seen in Metalworking Production & Purchasing | www.Metalworkingcanada.com

Although VoluMill has tables of suggested parameters, feeds and speeds, Switzer does everything based on chip load, running at maximum spindle speed and maximum feed rate. “I enter the tool diameter, the number of flutes, and my desired chip load per tooth, and VoluMill does the rest,” said Switzer. “It’s easy, and it’s really fast.”
Switzer said that a programmer or machinist who is new to VoluMill for GibbsCAM may not understand some of the variables, so he encourages experimentation. “It doesn’t take long to figure out what tools can do, what ramp rates work best for a tool’s geometry. VoluMill doesn’t need to know everything. You just tell it a few things, and it does the rest. You don’t have to worry about it squeaking a tool in a corner, or doing something bad. It’s going to be perfect.”

The shop used to make intake runners by hand-rolling sheetmetal or by using radiused dies in a press brake, then welding the seam to close them. They would then build the whole manifold, mount it on a manual mill, and plunge mill the holes in the runners to weld the bungs into them.
Now, using the five-axis mill, they make the entire runner from aluminum billet, with bungs already on it, ready to receive the nozzles, then weld the runners to the flange, and weld the plenum on the assembly. The runner walls are made to be 0.090" (2.2-mm) thick, to make runners as light as possible, so there is massive material removal. Still, making the runners from billet is far more efficient than making them by hand. For a production run, the shop usually makes eight manifolds, requiring 64 runners. Machining the runners, instead of making them from sheetmetal, easily saves 75% of the time, and the shop has removed most of the labor by eliminating welding and manual machining. Furthermore, they’ve eliminated needing bungs, because those are now built in.
To emphasize the quality of machining, the shop leaves the toolpath as the finish on all machined parts for the manifolds, whether it is a VoluMill toolpath or a five-axis toolpath. “When I see something polished, I look for the defects the manufacturer is covering up,” Switzer said. “When somebody sees the VoluMill pattern inside the pockets of our parts, they can tell we have good programming software, and I like showing the tool marks because it shows the quality of the work. There’s no reason to hide that.”

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.