
Ten years ago, Oil Country Manufacturing, Ventura, CA, drew the attention of Weatherford International Ltd., with a larger new model of tongs – the large multi-jawed wrenches used for making and breaking pipe, tubing, or casing. Oil Country’s development caused a stir because the product was similar and competitive to one produced by Weatherford.
Taking an interest in Oil Country, Weatherford – also attracted to Oil Country’s flexibility and facility – bought the company. It became Weatherford Oil Country Manufacturing and a part of Weatherford’s Artificial Lift Systems division.
Weatherford transferred some manufacturing to Oil Country, provided backing to increase production, and expanded the global reach of Oil Country products. Output more than tripled, straining CNC programmers already responsible for creating programs to machine parts for the traditional product lines.
It was in a previous venture that Switzer first began working with CNCs and GibbsCAM software. After he had purchased machine tools and software, he spent a few days with his GibbsCAM representative getting started with CNC machining and programming. When he subsequently acquired the GibbsCAM 5-Axis and MTM software, he decided to learn it on his own. He struggled through his learning process, but it was the way he wanted to learn, and he’s now confident with both software and machines.

“One of the challenges we faced immediately was that Weatherford used Pro/Engineer as their corporate CAD standard,” says Marcus Baertschi, Oil Country manufacturing engineering supervisor.
“We needed to acquire all that part geometry to program CNC machines, while continuing to use geometry from Ashlar-Vellum’s Graphite, our CAD standard.”
Baertschi, an experienced tooling machinist and manual NC programmer, says they were too busy to search for computer aided manufacturing (CAM) software that would import Pro/Engineer solid models without translation problems, use the models to program machine tools, and simulate machine motion. A year and a half later, they tackled the project, but by then, they had a good idea of what they needed.
There were many parts requiring several milling operations, sometimes needing additional conventional milling. The goal was to transfer them to horizontal machining centers, where they would run in fewer operations, back to back without waiting, so that parts came off ready for assembly. To achieve that, Oil Country established aggressive, but realistic, CAM software search criteria.
Says Baertschi, “We evaluated cost and ROI; ease of use to get up to speed quickly; integration with Pro/Engineer and Vellum for various departments; accommodation of current manufacturing software; a trial period before purchase; and technical support.”
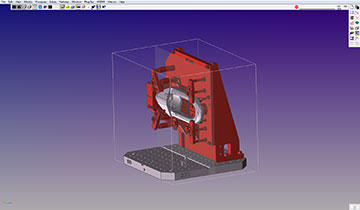
Among the many required features were the ability to import, translate, and manipulate solid models in industry standard formats; the ability to create and use machine models for simulation; toolpath verification and machine simulation; ability to manage and simulate tombstone machining; and the ability to create and use an extensive cutting tool library.
“We used a spreadsheet to compare five CAM packages, and GibbsCAM solids machining won hands down, with flawless import of the Pro/Engineer models,” Baertschi explains. “It met our criteria for solids import, ease of use, and machine simulation, and the company had a reputation for good technical support.”
Oil Country programmer Tino Velasco agrees that GibbsCAM solids machining provides the tools he needs for visualization and simulation. He likes having multiple options when it comes to importing geometry, machining directly from it, or using a profiler to take cross sections to extrude into part shapes; manipulating stock material rendered with toolpath into new stock; easily hiding or revealing geometry, tools, or tooling; and interrogating models anywhere to obtain dimensional verification.
“Everything about seeing and using solids for programming saves me time,” Velasco says. “But, I really like the simulation. When we first got new Niigata machines, I was a very nervous programmer, afraid of breaking something. Simulation gives me confidence that I have clearance and no collisions.”
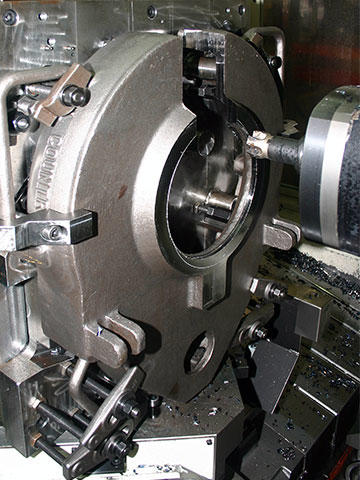
To do all the milling, drilling, and tapping without adding setups and programming, Velasco had to machine the back through an opening on the mounting plate, and then reach from the end, between the part and the plate, with a 4" tool mounted on a 15-5/8" extension.
He uses a gear case cover, which comes into the shop as a casting, to describe his challenges before solids machining and simulation. Velasco would get a drawing, or CAD data treated as a blueprint, where he was to ignore measured geometry and follow specified dimensions. To arrive at the shape of the casting, he would start with a virtual block and nibble away at it.
“The part has multiple profiles, steps, and dips, plus cutouts, handles, and flanges. It took 75 to 100 operations to get my stock to look like the casting,” Velasco states. “I would have to measure the casting, draw it in Graphite, and go back and forth until I was done. Now I just import the model, and if I need to do some manipulating, I can do it in GibbsCAM, without having to go back to Pro/E, and then run the program in machine simulation, checking for collisions.”
Velasco explains that aside from eliminating repetitive measuring and drawing operations, solid models enable him to combine all the elements he needs to see before programming.
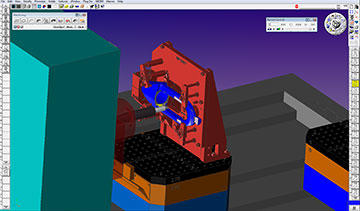
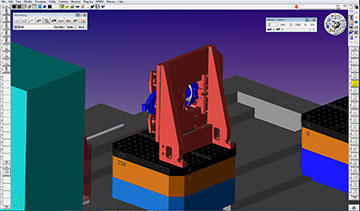
“I have the part and tooling designs in front of me, before I put any tools on the part,” he says. “The machining is very simple, usually some flats, then some boring and drill cycles. My challenges are seeing the casting, seeing how it is mounted, and avoiding collisions between part, cutting tool, fixtures, workholding devices, and the tool changer. Having these virtual tools is a real plus. Visualization is very difficult if all you have is wireframe geometry. Lines and points in space to represent surfaces and holes can make programming impossible.”
Velasco says that having the ability to import and machine from solid models reduces his programming time by 70%. Baertschi adds that using GibbsCAM solids machining and machine simulation to program the Niigata HN-63D (equipped with tool matrix and dual pallets) also reduced set-up time by 33% and cycle time by 52%, replacing three conventional and two CNC milling operations with two back-to-back CNC operations.
“Often,” says Velasco, “having machine and tooling component models is only the beginning.

“I need assurance there will be no collisions at the machine,” Velasco explains. “On the Niigata, I have a 39.4” diameter for part motion; it seems like a lot, but you add the special workholding, plates, and clamps on a big part, and you may have a problem changing tools.”
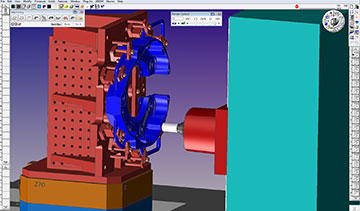
He cites a recent project, a rod hook bail, as an extreme example.
“In programming, we always talk about machining strategy,” Velasco says. “For this part, the strategy was clearance, clearance, clearance. How can I move to get tools where I need them? The part, mounted on a vertical plate on a pallet, is about 2 feet long, with a larger diameter on one end, but we needed to mount it so its centerline was parallel to the plate. To do all the milling, drilling, and tapping without adding set-ups and programming, I had to machine the back through an opening on the mounting plate, and then reach from the end, between the part and the plate, with a 4” tool mounted on a 15-5/8” extension.”

Velasco knew that the tool would require manual changing, but simulation assured safe motion and clearance for the other tools. In the end, the visualization saved a lot of time, and eliminated worry about on-machine crashes. Aside from saving 50% of programming time, they replaced six manual operations – conventional mill, lathe, saw, radial drill, pin stamp, and deburring – with three CNC (two lathe, one mill) operations, reducing set-up time by 22% and cycle time by 66%.
Baertschi says they continue to realize gains in productivity as they introduce parts into the new processes.
“Through use of GibbsCAM solids machining and simulation, we have greatly reduced new process and tooling turn-around time with the ability to verify and simulate feasibility; improved accuracy by replacing drawings with solid models; increased shopfloor confidence; improved safety and quality; and greatly reduced programming, setup, and cycle times. For us, it is ideal,” Baertschi concludes.
As seen in Today's Energy Solutions

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.