
Every shop wants to stand out from the crowd, differentiate itself in a tight marketplace with a fresh approach to the metalworking industry. Sometimes it works, and sometimes you have to revisit your original ideas. BRC Engineering is a great example of this. The Calgary, Alberta-based shop keeps busy today doing complex precision parts primarily for the oil and gas industry. But that wasn’t always the case.
BRC was founded by Brian Will and his sons Riley and Carter in 1997. Brian had a history of working as a problem-solver for the oil & gas industry, so he’d witnessed the ups and downs characteristic of the industry. BRC was started because the three family members wanted to work together. With the engineering and technical skills the three had, a precision machine shop was the ideal venture. But BRC didn’t want to be just another oil and gas supplier because of the volatile nature of the sector.

Examples of parts made by BRC
“We started the shop with one mill and one lathe and thought we’d specialize in difficult work outside the oil and gas sector,” Carter says. “We soon found that this was a flawed business model, but we got through it.”
Rather than stating what they did or did not want to do, the three reframed their business plans in terms of who they wanted to be. Carter puts it pretty succinctly: “We try to leverage our engineering training to be problem solvers for our customers. We can speak directly to other companies’ design departments. We understand what is important to them and can offer design for manufacturability options if required, and our customers really appreciate that.”
By reframing their approach, BRC has watched the work come in and find its own market balance. The company currently has about 80 percent of its business focused on serving the oil and gas industry.
“That 80 percent encompasses a lot of different niches in that market,” Carter explains. “Those niches for us can be divided in two – components that stay above the surface, and those that go below. For instance, we do flow control products – high-pressure valves, chokes, and manifold components that remain aboveground. We also produce what those in the industry consider the “jewelry” that goes down the hole – working exotic materials to produce MWD (measuring while drilling) and LWD (logging while drilling) tools. These require lots of deep drilling, and tight tolerance seal fits down deep inside parts made of materials such as Inconel, titanium, ToughMet, and Nitronic 60 stainless steel.” Among other products the company makes are wireline and coil tubing, as well as completions (which we explore later in this article).
As Carter explains it, you have to be really agile to be effective serving this market because the quantities aren’t high, it doesn’t lend itself to automation, and you do a lot of value-added work to very expensive material.
“I would say that about 80 percent of what we do is round to start with, so it requires some form of turning before it gets milled,” he explains. “So we typically have turning operations on both ends of a part with face milling, rotary milling, 5-axis surface machining, and we get into products that require quite complex routing. It is not uncommon for us to have 15 routing steps on a particular job.”
Carter says that the company originally grew on the strength of its quality output, but at this stage quality is just the price of admission. They’re now making products of their own for the industry – a line of consumable parts for the hydraulic fracturing industry.
“We make seats, seat valves and plungers for the high-pressure pumps that are on the backs of the trucks that do the fracturing,” Carter explains. “We’ve developed relationships with some local companies and have been able to put our own spin on the parts that we produce for them. It isn’t a revolutionary product mix, but we’ve been successful at introducing the products and continue to increase our product line. And our customers find that they can get two to three times the life from our products compared to those of our competitors. This added value makes a big difference.”
Again, Carter sees this as a strength for BRC’s business. BRC’s business. “Because we have engineering skills in the building, we’re not just about copying a part and machining it. We look at the problem and consider what we can do better. We’ve got good expertise on material and alloy selection, and also in wear coatings. That’s why we chose this market segment – because all of this expertise can be brought to bear there.”
The company is just now introducing a line of high pressure flow valves, chokes, and frack flowback manifolds – all consumable parts for the fluid ends of the high-pressure pumps. “We started working on our own line of products about three years ago, but have only created a market presence in the past year or so,” Carter notes. “Having your own products comes with its own challenges. We are strengthening our sales network, and support the product out in the field to manage our growth.”
BRC has come a long way from the original 3,500 square feet it occupied in 1997. In 2012, they bought the 20,000-square-foot building they occupied. Currently they run 15 CNC machines and employ 30 people.
The pride and joy of the company, according to Carter, is the company’s Mori Seiki NT 4200 DCG mill-turn machine, which they purchased five years ago now. It was brought in specifically to machine Blow Out Prevention (BOP) clamp rams for a customer that had been with them practically since they’d launched the business.
“They had a steady demand for this product, and because they are machined all over, we had a process for machining them that was really cumbersome,” Carter explains. “We would turn both ends of a piece that would then be cut in two. Then we’d mill each piece on a vertical mill. They’d then be brought back into a lathe fixture, and then return to the mill once again. The customer’s demand was ramping up so much, we knew we couldn’t keep working the same way. Although we’d been looking at multi-tasking machines for a while, we were waiting until we had a part that would really take advantage of it. This was that part.”
Because the company had to respond so quickly, they managed to buy the mill-turn off the Mori Seiki Chicago show room floor. BRC also purchased GibbsCAM’s MTM (Multi-Task Machining) CNC programming software.
“We started with GibbsCAM right from our first machine,” says Carter. “And we’ve used the company’s SolidSurfacer product for more than 10 years. We purchased MTM when we got the Mori Seiki but didn’t take advantage of it until we had the in-house programming capabilities and got our posts sorted out. When we first got the NT, we were programming it one spindle at a time, one turn at a time. But we’re now using its full capabilities. With the clamp rams, we took a seven-step process down to two. We’ve got about 10 percent attended work on the NT machine, with quality checks and offset checks, but otherwise we just let it run. And we needed to make this change. The company we do this work for has been purchased by a big multi-national. With their global supply chain, we have to make sure we can compete worldwide.”

Anthony Ritcey serves as the programming manager for BRC Engineering and is very enthusiastic about GibbsCAM’s MTM suite.
“I’ve been very impressed with how easy it is to use, but moreso with the advanced processes that it has,” Ritcey explains. “The MTM engine is very good for simplifying a very complex part, where if you were using other software, or taking a more primitive approach, you’d have multiple work offsets and multiple programs spliced together, and need a more advanced machining center. With the MTM module, you can program and basically have one file that covers everything. But having the support that Gibbs has, the 4 and 5-Axis machining modules are very powerful, and help optimize toolpaths for better tool life. At the end of the day, in this industry, keeping tool costs down and bringing productivity up is very important.”
In the end, Carter Will also sees the “done-inone” possibilities that come with properly using a multi-tasking machine key to shop scheduling and value production. “When a customer wants 400 parts, but only 50 a month, if you’ve got seven steps on those parts you want to run all 400 at once. But when you’re set up to do it all in one shot, there are less opportunities for error and you can get short runs out quickly. We really strive for that lean approach as much as we can.”
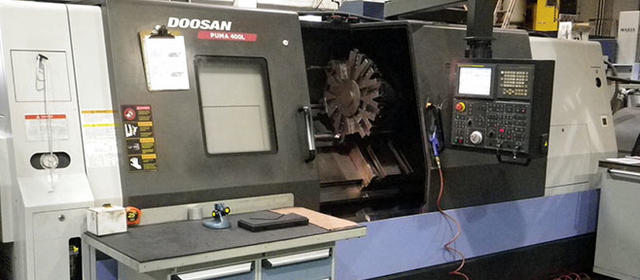
In the last few years, the company has been getting requests to do larger pieces - completion and artificial lift components for the oil and gas industry. Most of the BRC shop is focused on small to medium part machining, so to meet these new demands the company acquired a Doosan PUMA 400LB, which has a 4.5-in. through spindle bore, 15 in. chuck bar capacity, a two metre bed, and high pressure 1,000 psi coolant for deep drilling.

“That machine got so booked up so quickly that we next had to get a big brother for that machine – the PUMA 400 LMC, which is the same length as the LB, but has a larger spindle bore (6.5 in.), and therefore a bigger chuck. We also opted to get it with live tooling, so it allows us to do some tubular components in one setup.”
The most recent BRC investment is a new Zeiss Accura scanning CMM they purchased early last year.
“We were getting into some very high-end reservoir exploration parts made of Inconel with 0.002 true position tolerances, and our customer was telling us about non-conforming parts we hadn’t caught,” says Carter. “We felt that if we wanted to keep pursuing this kind of work, we had to be able to measure it better than we were.”
The Zeiss has software with the power and ease of use that BRC was looking for. “It has an excellent reputation as a quality product, and we can use customer-supplied programs on it as well, which is a real bonus,” says Carter.
Zeiss is also carried by one of BRC’s long-time business associates, Elliott Matsuura. “Around 80 percent of the machines on our shop floor are either Matsuura’s or Nakamura-Tome’s,” notes Carter. “Like our GibbsCAM Reseller we know we can count on excellent service from Elliott Matsuura here in Western Canada. They have helped us grow to the place we are today.”
As seen in www.metalworkingcanada.com

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
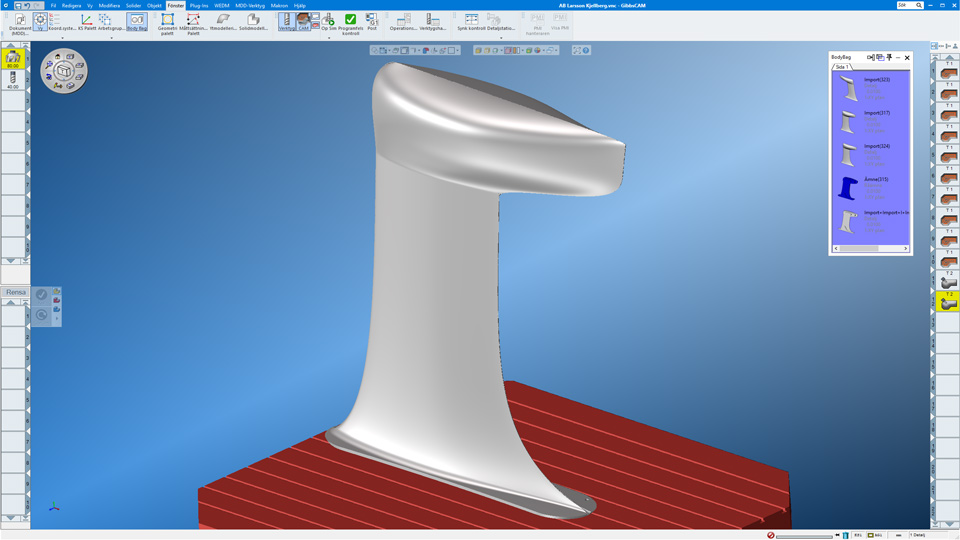
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.