
Multi-axis machining is so different from 3-axis machining at times that it can be daunting. Its challenges often prevent manufacturers from reaping its benefits. However, a North Carolina community college is teaching that the costs and fears can be overcome with training, simple modification to 3-axis machines, and simulation software
Instructor Craig Bidwell of Nash Community College in Rocky Mount, NC, said simulation is extremely valuable because it prevents costly errors that cause collisions between machine, fixtures and work pieces.
“Simulation shows exactly how machine components move relative to fixtures, tooling, and each other,” he explained. “Furthermore, it can eliminate a lot of prove-out time. Multi-axis programs are so long that it’s nearly impossible to prove them at the machine.”
Industry often drives technology into vocational schools and community colleges, but the college, founded in 1967, often drives technology into manufacturing through students exposed to the latest processes. One of only three North Carolina colleges with 5-axis machining, and the only one with 5-axis simulation, its machining technology instructors recently held a two-day seminar using a project to speed dissemination of machining and simulation technology.
Nash’s dedication to teaching conventional, NC, and CNC machining began in 1989 when Gary Blackburn, engineering department chair, implemented certificate and degree programs in machining technology. The school’s success in developing student skills led to its accreditation by the National Institute for Metalworking Skills (NIMS), the nation’s only ANSI accredited developer of precision manufacturing skill standards and competency assessments.
The curriculum is taught by instructors George Shook and Brian Worley, and adjunct instructor Bidwell, a 5-axis expert. Combined, they have 50 years experience in tool design, tool and die making, and machining at Frigidaire, Allied Signal, ITT Technology, Tarheel Tooling, Honeywell Aerospace, Westinghouse, and General Electric.
With roots and a high-profile presence in industry, the college has invested in industrial equipment, as opposed to small model machines popular in many schools. The faculty has been active in the Association of Instructors in Machine Shops (AIMS) for about 20 years, participates in industry seminars, and relies on an advisory committee of 12 representatives from large and small local manufacturers.
Instructors present ideas to the committee, whose feedback heavily influences how they serve students and industry. Shook provides an example from earlier days, when ProtoTRAK was the only 2-axis control Nash used.
“Some committee members said they used only Acu-Rite controls, so the next machines we purchased were Acu-Rite equipped,” Shook said. “We’re very accommodating, even for small shops.”
There are many operations in the area, and local large employers include Rocky Mount Engine Plant (formally Consolidated Diesel), Ossid, Kaba-Ilco, and Kidde Aerospace & Defense. Kaba-Ilco makes millions of keys daily, and Ossid employs 18 machinists.
“Fourteen of them are Nash graduates,” added Shook. “Local demand exceeds the number of students, so every student who wants employment has it, some with part time jobs which will become full time upon graduation.”
Students use a combination of 2-axis controlled machines and multi-axis CNCs, plus a network of 18 seats each of SolidWorks and GibbsCAM to design, program, and machine parts.
“We try to teach the newest technology so students entering industry will introduce it to employers,” Shook said. “We don’t just train students for current practices — we move them forward. That is why we wanted to do 5-axis machining and simulation.”
“We met mild resistance from a large company adviser,” he said. “He asked why we would do 5-axis, if his company wasn’t doing it. To prove the value of advancing a technology, another adviser replied, ‘Look, I’ve been running CNCs for 20 years. Some years ago, I hired a young man who told me a job would be so much easier with 4-axis, and proved it. Now I run 4-axis on all my machines. The same will happen with 5-axis.”
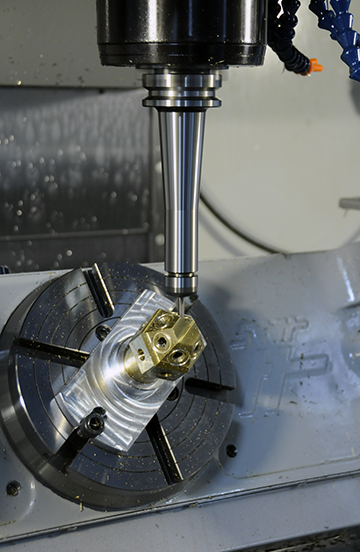
To extend its outreach beyond its own student emissaries, Nash Community College decided to hold its recent seminar to expose other colleges’ faculty to 5-axis machining, explain benefits, demonstrate an economical alternative to purchasing new machines, and show how simulation removes barriers to 5-axis application. Months before the seminar, Nash equipped its 3-axis Haas VM-3 with a TR-210 trunnion to add two axes. The event was designed to accommodate as many colleges and college instructors from a three-state area as possible. Combining an AIMS meeting and H-TEC meeting (a Haas educational machining seminar), Nash developed a project to show off 5-axis simulation, demonstrate the capabilities of their 5-axis machine, and leave a lasting impression.

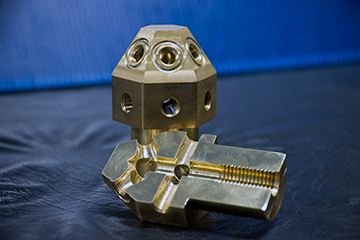
“We selected a nozzle, a SolidWorks model that I prepared for machining and passed it to Craig for programming,” Worley explained. “Starting with 2½" brass round stock, 3½" long, we turned the back to 1½" diameter, then drilled and tapped it with ½-13 thread for fixturing.”
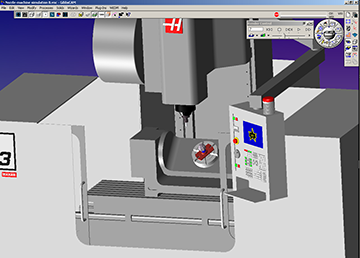
Bidwell, who modeled the 5-axis machine, continued: “After modeling the machine in SolidWorks, I modeled the fixtures in GibbsCAM, where I combined everything to complete the machine file.”
Key features to 5-axis programming for Bidwell are verification with Cut Part Rendering, which shows cutter motion as material is removed, and machine simulation, which displays moving parts of the machine during verification. Of greatest value before simulation is the ability to generate operations in one location or coordinate system and duplicate them with “copy-rotate” or “copy-translate” for other locations or coordinate systems.
“It saves a lot of time,” Bidwell said. “For example, I only programmed operations on one face of our nozzle, and copy-rotated them five times to finish six sides. It’s very easy with GibbsCAM.”
Bidwell said simulation is especially important in 5-axis work.
“Verification shows when cutting tool and holder hit something, but only simulation shows when the machine’s moving components crash into fixtures, clamps or vises. GibbsCAM simulation also logs collisions, exactly where they occur, so programming errors can be corrected quickly. We simulate and correct machine motion without risking a crash at the machine.”
Worley summed up the success of the seminar: “Some shops have added trunnions to gain 5-axis capability, while others plan to add them and then acquire GibbsCAM for programming and simulation.”
The instructors credit students for the ability of most area operations to do 4-axis work.
“Now shops see that 5-axis can increase benefits,” Worley explained. “If they can mill five of six sides with a single setup, they save lots of time and effort, so they are considering 5-axis which, for efficiency and preservation of tooling, will require simulation.
“Larger companies benefit from supplier shops’ savings and faster delivery,” he added. “In some cases, supplier productivity has even driven large companies to new technology, and our students will help both move forward.”

Capristo Automotive has set itself the goal of enhancing luxury sports cars with high-quality accessories and making them even more unique. GibbsCAM was brought on board when the CAM programming of an INDEX G400 YB could not be managed with the existing CAM software.

Northern Maine Community College (NMCC) has implemented a curriculum that equips students with CNC programming skills using GibbsCAM software, allowing students to earn certification within 9 months and achieve a 100% employment rate.

MUT-Tschamber, a mechanical engineering company in Germany, has implemented Sandvik Coromant's PrimeTurning™ technology and GibbsCAM NC programming solution to achieve higher throughput and productivity.

Toolmaker Rieco System Srl achieves greater machining precision and optimized production time with the help of GibbsCAM software.

SAFA GmbH & Co.KG specializes in the machining of non-ferrous metals, particularly brass, and has developed expertise in machining electrode copper for the production of plug contacts for electric vehicles.
Swedish metalworking company AB Larsson & Kjellberg has embraced 6-axis digital CAM, using GibbsCAM software, to efficiently process production parts for a wider base of customers using their Soraluce FR-12000 milling machine.