
Bullseye! Bow Manufacturer Hits All of Its Production Targets By Machining With Tombstone Fixtures
Mathews, Inc., of Sparta, Wisconsin, is the largest bow manufacturer on the planet, with product lines for the full range of archery experience, from the young novice, to the competitive shooter and the expert hunter.
At its 200,000 ft facilities, Mathews manufactures and assembles nearly everything for their products, relying on local shops to provide the few services its 325 employees don’t perform. Competition demands constant innovation and annual product introductions, which translate into demand from Mathews’ manufacturing groups. Key among them is the production shop, now in a new 56,000 ft facility built last year and managed by Scott Jenkins, who is in charge of the people who program and operate 45 CNC machines.
According to Mr. Jenkins, all the metal parts are made from aluminum alloys, and approximately 75 percent of them are machined on large, multipart fixtures (tombstones). The simple reason for using tombstones is productivity – maximizing the output of quality parts from available people, time and machines.


Responsibility for fixture design falls primarily on Luke Schwarz, who manages the prototype department. Mr. Schwarz is one of nine programmers who use GibbsCAM, the company standard for CNC programming, but fixture design now takes the majority of his time. “Our fixturing used to be all manually operated, made for single use, not nearly as complex as it is now,” he explains. “Now, fixtures are hydraulic and made to last. A lot of them are modular, because we plan for the short cycle of parts.”
In planning, Mr. Jenkins says they discuss new parts, determine how they are best made, how to hold them, how many sides should be accessible by cutting tools, and whether windows (cuttingtool access holes) should be machined into the fixture, with a goal of minimizing the number of times a part needs to be clamped for machining. Mr. Schwarz adds that another consideration is ensuring that no tombstone cycles in less than 20 minutes, to provide time for machine operators to load and move pallets and tombstones into place. Timing is important, because one of the benefits of tombstone machining is the ability to have one operator run three or four machines.
Most of Mathews’ tombstones are four sided, but parts dictate the type of fixture and number of faces, which range from one to six. Mr. Schwarz uses SOLIDWORKS to design fixtures, and he includes all the hydraulics, clamps, nuts, and bolts, plus all the machining stock already clamped into the assembly.
Tombstone layouts are made to have from one to 64 parts in process. On multi-part layouts, half of the parts are undergoing the first operation and half undergoing the second. A 64 part tombstone would have 32 finished parts coming off with each cycle, 32 moved and flipped for the second operation, and 32 new pieces of stock mounted for the first.
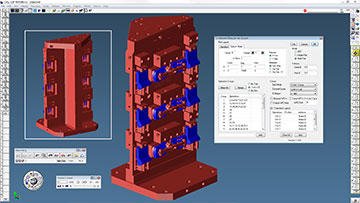


Programming all these parts for machining would be a real challenge, but as John Jerome, Mathews’ most experienced CNC programmer explains, their GibbsCAM software includes the TMS (Tombstone Management System) option, specifically designed to simplify programming multi-part fixtures. He begins by loading the entire assembly into GibbsCAM, then removes any detail he doesn’t need for programming and simulation.
Window fixtures provide access for cutting tools to reach the workpieces from additional directions, reducing the number of times a part needs to be clamped for machining. The back of this tombstone shows six parts through the windows after a machining cycle.
He also explains that programming with TMS provides quality, efficiency, speed, and a little safety. “In your initial program run, you just cut one part, make sure it’s great – a couple of text boxes later, you’re cutting a whole tombstone’s worth of parts,” he says. “You gain consistency across the whole part run – if it’s three pairs or 120 parts, they’re all identical. You also gain another advantage, because TMS makes you set your clearance and retract planes, so you don’t need to worry about crashing the tombstone while it’s rotating.”