CAM Software Enables Machining Complex Parts Faster, in More Ways
When Advance Manufacturing Technology (Salt Lake City, Utah) acquired a multitasking machine in 2012, it licensed GibbsCAM MTM (Multi-Task Machining) software from Gibbs and Associates to enable programming the new machine. Since then, the company has seen cycle time reductions, more machining flexibility and efficiency, as well as the ability to machine more complex jobs. The company attributes these improvements to the software’s ease-of-use and its ability to easily manage multiple turrets.
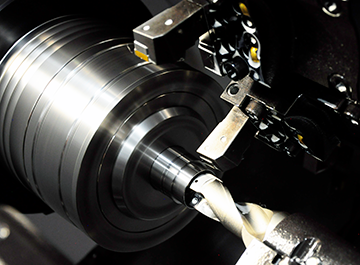
Advance Manufacturing implemented a Mori Seiki NZX2000T3Y3 in its shop—a dual spindle, multitasking machine, with Y axis on all three turrets—to get more parts through the shop for a large order from an X-ray machine manufacturer. The parts were simple, made of core iron (a relatively soft material), but the order was for 10,000 pieces, annually. The company had been making the parts with single-turret Mori-Seiki NL lathes, knowing that a multitasking machine could reduce the 9.5-minute cycle time by a good margin.
Because the local Mori Seiki distributor’s preferred CAM system is GibbsCAM, and because Advance Manufacturing had decades of experience with GibbsCAM, the shop licensed GibbsCAM MTM software to enable programming. Bryce Barton, mill foreman and CNC programmer, says the software was necessary, because otherwise, keeping track of the turrets and their locations in relationship to each other would be a nightmare.
Advance Manufacturing is a job shop that serves all industries, typically machining lots of seven to 20 pieces, many prototypes of various complexity, and lots with as many as 10,000 pieces a year. With the exception of three Swiss-type machines, all of the shop’s CNCs are Mori Seiki machines, from two-axis lathes to four-axis machining centers and multi-axis, multitasking machines. All of the mill programming at the company has been done with GibbsCAM for about 25 years.
Today, GibbsCAM MTM’s Sync Manager assists in programming and managing multiple tool groups—turrets in this case. To achieve the highest efficiency in production, the part program must be balanced so that the majority of the work doesn’t fall on a single turret while the others wait. Ideally, all tool groups would work simultaneously for exactly the same amount of time. Balancing can be difficult to achieve, especially for parts that require multiple operations with each turret.

“GibbsCAM takes care of three turrets very easily—syncs them all up, and it spits out all the wait codes. So we use Sync Manager a lot, every time we program that machine,” Mr. Barton explains. “We have seen cycle time reductions between 50 percent and 75 percent on the machine. The NL lathes also have dual spindles, but a single turret. It was having additional turrets and a good way to manage them that sped up the job.”
GibbsCAM MTM’s Sync Manager, like the machine control, treats each tool group individually, generating a different program for each. It shows the operations for each turret side by side, with wait codes (sync codes) to prevent tool interference and collision. It allows the programmer to move operations from one turret to another, and to reorganize operations, to balance the program, using visual markers and alerts for the programmer, to ensure that no interfering motion is programmed.
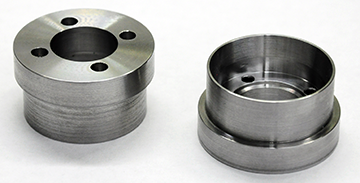
To keep the machine busy, Advance started using it for other jobs, which includes making blanks for milling jobs. The shop makes many parts for the oil and gas industry from MP35N, an extremely tough super alloy. “We go through a lot of tooling for those, and they take about 30 minutes to blank on the single turret lathes,” Mr. Barton explains. “On the multitasking machine, we run eight inserts total to do the outside of the blanks. With pinch turning, we run two inserts for roughing and two for finishing on each spindle. Depending on the part number, they can take 12 to 15 minutes, saving at least 50 percent of the time.”
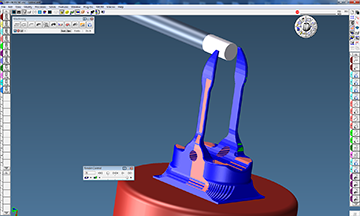
The parts are complex, with many features at various angles— some of which require machining in four axes, including some three-axis milling with fourth-axis positioning, and some simultaneous four-axis, off-center Y-axis machining. For that, he uses GibbsCAM 5-Axis software, which the shop acquired 6 months ago, for a specific job.
The company had quoted the job from a print, knowing fou-raxis work would be required, but when operators received the CAD models, they saw that the parts would need much more four-axis work than initially envisioned. “We could do it in three-axis, with a lot of four-axis positioning and blending, but it was going to take a lot of time and a lot of work, so we got additional GibbsCAM modules for rotary and five-axis work,” Mr. Barton explains.
The part was a pump cavity, approximately 4.5-inches long and a 4-inch diameter, for a rocket manufacturer, and difficult to make. Advance Manufacturing first turned the part to make a fixturing spud, then took it to the vertical mill to machine flanges and bolt patterns on both ends. Then, using the spud to hold the part on a four-axis chuck, they machined the outside, almost all of which was surface contouring. The part could have been made entirely on the multitasking machine, but as Mr. Barton explains, it would not have been practical. “The part ran nonstop, for 4 hours, contouring at 14,000 rpm, on the four-axis mill, while the multitasking machine spindles run at a third of that speed, and running that fast, that long, could have burned them up,” he says. “Having the GibbsCAM 5-Axis module really saved us a lot of time, especially in finishing.”
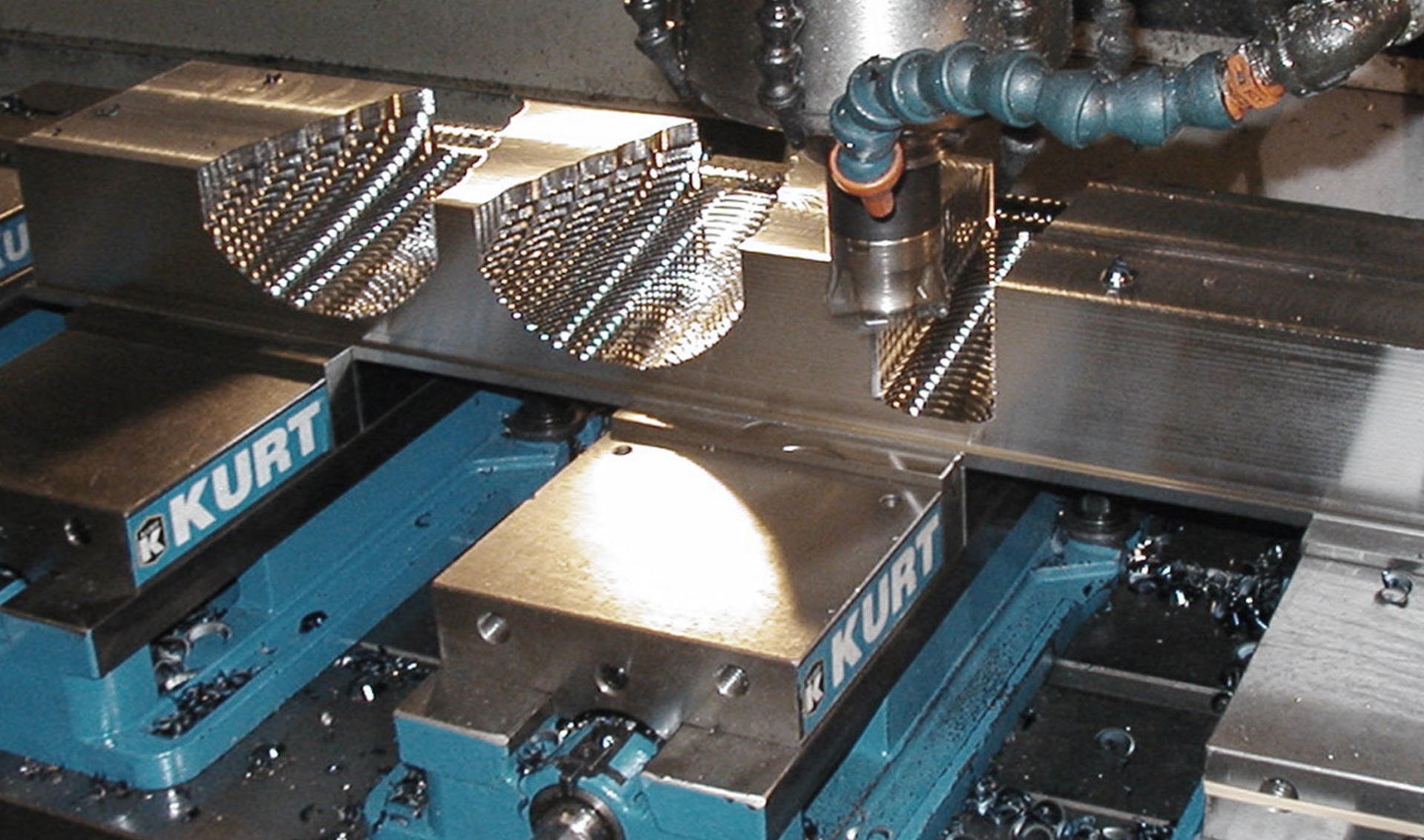
Now that they have the five-axis software, Mr. Barton uses it for many other complex parts. One example is an eight-piece medical prototype order the shop completed recently. Made from 316 stainless steel, the part is a clamp, approximately 1.75 inches × 1.00 inch × 0.75 inch, with two thin prongs. Because there would be heavy machining forces, to prevent rotation in the fourth-axis chuck, each piece was prepared by machining a hexagonal boss. Roughing was programmed with GibbsCAM VoluMill, which generates a high speed toolpath that maximizes material removal while minimizing tool wear.
Each new job dictates the single machine or combination of machines to be used, but the combination of GibbsCAM and 22 CNCs—from two-axis lathes to four-axis mills and multi-axis Swiss-type multitasking machines—gives Advance Manufacturing Technology the flexibility to make parts in various ways, program and machine more complex jobs, and do them better or faster.
“Also, now that we’ve been programming the multitasking machine with GibbsCAM, the machinists have started to program the two-axis lathes with GibbsCAM,” Mr. Barton says. “Even for simple programs, it’s faster, and we get more efficient programs, but it was the multitasking machine that facilitated the change.”