When an old machine on a shop floor begins to be a burden, many shops immediately look for an updated replacement for the equipment. However, purchasing new software for the machine might be a simpler and more cost-effective solution. In the case of Webber Metal Products, upgrading the CAM system was all it needed in order to increase productivity and simplify complex part production.
In 1973, plant manager Jim Webber volunteered his sons for the manufacture of parts needed to meet a critical delivery. He purchased a drill press and the required castings, and put his boys to work in his garage, launching his own company, Webber Metal Products, in Cascade, Iowa. Within 2 years, the shop had moved to a 1,200-square-foot facility and continued outgrowing facilities.
By 1992, manual programming at the machine controls was becoming a bottleneck, so the company invested in a CAM system. By 1999, the shop had tired of the system. It had become cumbersome, partly because it had not been updated since its acquisition and partly because the company continued to grow, adding new machines.
Instead of an upgrade, Mr. Webber decided to purchase GibbsCAM, selecting the 2-axis lathe and 3-axis milling modules. Beyond its ability to program their machines, he chose GibbsCAM for its apparent ease of learning and ease of use. He wanted programmers to get up to speed fast, with a reliable system that would simplify and speed up programming.
Denny Brackemyer, at the company for 15 years at the time, was the first user of GibbsCAM at Webber. He had gained experience with manual programming at the machines and had also used a FANUC off-line programming system. GibbsCAM looked easy enough, so the programmers learned it on their own, without training. As the company grew, acquiring more capable machines, the shop added GibbsCAM Solids Machining and the multiaxis and MTM (Multi-Task Machining) modules, relying on the GibbsCAM Reseller for any required training.

Solids Machining enables machining surfaces and solids directly and provides modeling capability. Part files arrive from customers in various formats, including STEP or IGES. “My preference is SolidWorks, because GibbsCAM opens those files directly, and it’s really nice and clean,” Mr. Brackemyer says.
The shop does not have a CAD system and relies on GibbsCAM for modeling. “We use its solid modeling a lot, mainly to build our stock bodies that we start with,” Mr. Brackemyer says. “If the customer doesn’t have a solid model and sends prints, we’ll build our own from the prints. Any modeling and geometry creation we do is done with GibbsCAM. Sometimes, we modify the model for manufacturing, like unstitching holes from surfaces, so we can surface machine without tools dipping into the holes.”
As the company grew, Mr. Brackemyer saw increasingly complex parts coming into the shop. Along the way, he also became the milling supervisor, so he is not a full-time programmer. When he is programming, the majority of the work is for VMCs. However, when Webber acquired 7-axis, dual-spindle, dual-turret machines, he had to start programming those. To take advantage of the machines’ capabilities, the shop added the GibbsCAM 5-Axis and Machine Simulation modules. Beyond turning and milling on both spindles, the Mori Seiki NT4300 and NT5400 use the Y and B axes for 5-axis simultaneous machining.
Unfamiliar with the functions of the machines, Mr. Brackemyer relies on Russ Knepper, the mill-turn foreman, for help with determining how to machine complex parts. “There is a lot of capability in those multi-axis machines, and in GibbsCAM, that we’ve only scratched the surface in programming,” Mr. Knepper says. “We are starting to use 5-axis machining on the Mori Seikis and getting more comfortable with it, but it makes us nervous not knowing exactly what a machine is going to do. But we’re getting better.”
For much of the complex work, Mr. Brackemyer relies heavily on the software. “We would be lost without GibbsCAM to program these machines,” he says. “It seems that part complexity has increased over the years, and the software allows us to keep up.”
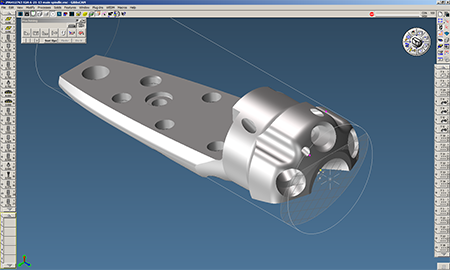
After a part model is prepared for manufacturability, he models the stock body, and establishes part orientation by creating coordinate systems with a couple of mouse clicks. As he moves through operations, he may do some turning, pinch turning, thread milling, pocketing, surface milling, or any multiple boring and drilling cycles. For some of these, he uses the form tool feature to model tools exactly as they are built on the machine, for accurate representation when he verifies tool path.
The software associates tools with machining processes and part features, which saves a lot of time when a job is rerun, either with an engineering change, or with new tooling. “Six months or a year later, when you rerun a job with improved tooling, you can update it with a new tool, or rerun a part feature in minutes, then re-postprocess it, and you’re done,” he says.
He takes further advantage of the tool-process but a relationship between tools and processes. For example, after saving the process for making and tapping a ½ inch by 13 hole, he can recall it months later, use it as is, without additional programming, or change some variable, and he’s finished.
Another capability of the Mori Seiki NTs that has eliminated setups is 5-axis simultaneous machining. Aside from programming operations at different angles, GibbsCAM’s 5-axis functions program the machines’ Y and B axes for 5-axis surface machining features that lie at different orientations.
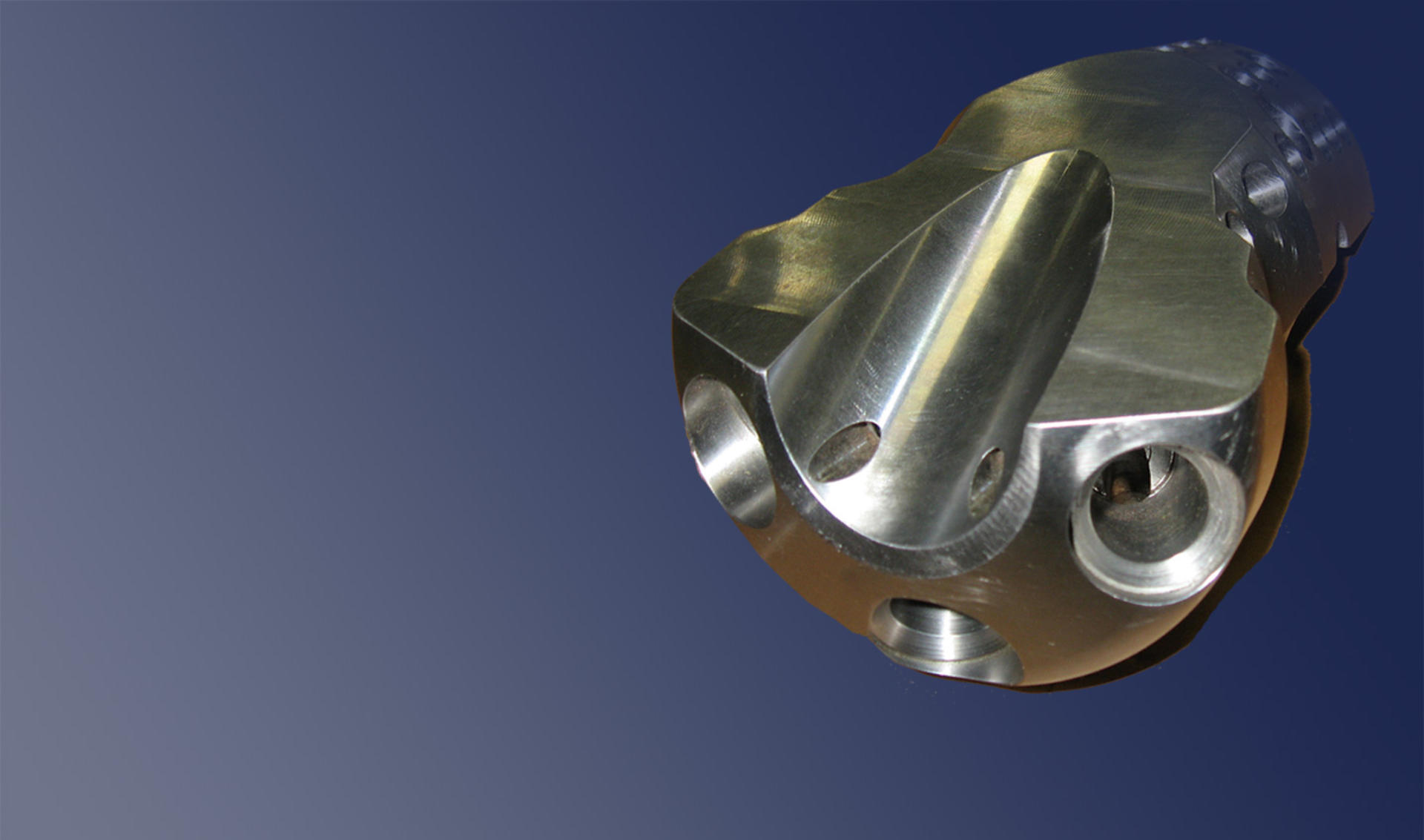
The Mori Seiki NT machines and GibbsCAM have enabled Webber to eliminate setups and reduce operations. Parts that once required two turning operations and four to six milling operations are now done in one. Additionally, Webber now makes parts it did not make previously. Using the NTs, they are filling repeated orders of 10 to 50 pieces of rock-boring bits made from heat-treated 4140 steel. The parts range from 2 inches to 9 inches in diameter, up to 15 inches long, and have flats, bores, threaded holes, surface machining, pockets and undercuts, and are all made with two operations, one on each spindle, and take 2 to 3 hours to machine.
Multiple features of both software and machines accrue time savings, but two features of the software that Mr. Brackemyer relies on for multi-axis programming are toolpath verification and Machine Simulation. These features provide the final prove-out before sending CNC programs to the machines.
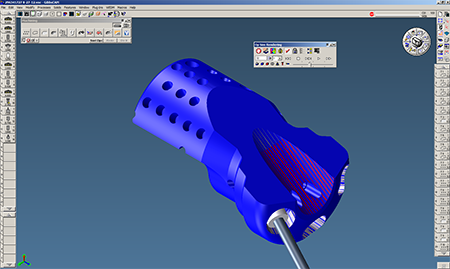
“GibbsCAM Cut Part Rendering lets you compare your cut part with the stock body to determine if you’re cutting where you shouldn’t be, or if you’re gouging. Also, you can save what you have from a previous operation as a faceted body, and use that as new stock. It’s really handy for multi-axis and whenever you have multiple setups or have to move the part from machine to machine.”
Machine simulation shows the inter-relationship between the cutting tool, the part, fixtures, and all moving components of a machine. Webber has not created models of the machines for this purpose, but uses machine simulation to show how the tool approaches the part and how the part rotates. In combination with Cut Part Rendering, simulation provides assurance before actual machining.
Webber Metal Products continues to grow, filling orders from one to thousands of parts. In 1994, the company built a satellite facility, about an hour away from the headquarters, in Platteville, Wisconsin, and in 1997, the original shop moved into its current 120,000-square-foot facility in Cascade, Iowa. With 67 CNCs (and another VMC on the way), the two facilities do gun drilling, lapping, grinding, waterjet cutting, vertical and horizontal milling and turning, and multitask machining, to deliver parts made from all types of materials to multiple industries. Since 1999, GibbsCAM has served them well and helped them grow.
In addition to programming all our machines, we all know that we’ve greatly reduced our programming time and greatly reduced our setup and process time with GibbsCAM. We also spend a lot less time programming than we used to.