
Last year, the machine shop at the Binghamton, N.Y., facility of Instron Corporation, one of the 200 Illinois Tool Works companies, recognized an opportunity for improvement and challenged itself with change. The self-imposed challenge was improving the efficiency of machining the grip bodies, piston cups and adapter plates comprising each tester’s grip assemblies. The parts are machined from aluminum, in four sizes, for the four sizes of Instron machines.
Implementing a multitasking machine with new CAM software enabled setup and production time reductions for the shop. One part even went from a setup time of 6 hours to five minutes.
To improve machining efficiency, Mark Welch, supervisor of machining, and his team needed to justify the purchase of a new CNC. Late in the year, the shop quantified costs and projected benefits of moving the parts from traditional multi-setup, multi-operation machining to single-setup production. A return-on-investment (ROI) analysis, which included the expected reduction in production time and cost, justified the purchase of a Mazak Integrex i-200S II multitask machine, a type of CNC the machinists had never used and the NC programmers had never programmed.

Headquartered in Norwood, Mass., Instron manufactures and services an extensive line of equipment used for testing mechanical properties of materials and assemblies in multiple industries, from automotive to biomedical and aerospace. the 40,000-square-foot Binghamton facility, one of two Instron manufacturing facilities in the U.S., makes components for electro-mechanical testers used in testing tension, compression, flexure, fatigue, impact and torsion. Mr. Welch also serves as one of two NC programmers who keep 18 CNCs producing parts in two shifts.
Mr. Welch explains that the cup and adapter plate are 90 percent turning work, while the grip body is strictly milling, although it begins as a round billet and ends up in a horseshoe shape, with many angular holes, slots and other features. the cups and adapters were made in two lathe operations and one operation on a vertical mill, while the grip body required one operation on a vertical mill and another on a horizontal. On each mill, the parts would advance through multiple fixtures—two on the vertical and three on the horizontal—before completion.
Although setup time on the lathes was considerably less than on the mills, setup on the mills averaged 3 hours per operation. For the grip body, total setup time was 6 hours.
Another problem was leadtime. Because parts were transferred between busy machines, there would be time waiting in queue. A part could wait a week or two for an operation, run that operation for a week, and then wait another week or two for the next. Eventually, a lot of parts would be ready for external plating or painting, which could take another week.
To justify a part run, given the setup and run times involved, lot sizes ran between 80 and 100 parts. A “pull” of parts by the assembly group was a signal to ship parts from the shop, which would have to keep some in inventory and some in process to prevent delays in assembly for customer deliveries.
Purchase of the Integrex was approved, which then left the shop looking for CAM software to program the MTM. “In looking around, feeling out the market and investigating what people were using for this type of machine, everything we saw and heard pointed to GibbsCAM,” Mr. Welch says. “So we went with a network license of GibbsCAM.”
In early January, Mr. Welch and second shift programmer, Brian Grochocki, had a 2-day training session on the machine at Mazak’s Kentucky campus. When the machine arrived, they went for a 3-day crash course on GibbsCAM at the regional Reseller’s facility. Mr. Welch and Mr. Grochocki did not have time for leisurely paced training, so their GibbsCAM training was geared to programming milling and turning functions on the Integrex. Mr. Welch says the training was great, but he remained apprehensive, having to abandon a CAM system he had used for 8 years, and use a new system to program a new machine configuration, while supervising 30 people.
“The first thing we had to do is program the 12 parts we used for justification,” he says. “We had to make them right now and figure out the software as we went. Our GibbsCAM Reseller said we’d get used to it quickly, and that we’d grow to love the system. He was right. It became much more user friendly in about 2 weeks, and by mid-February, we loved it.”
For Mr. Grochocki, working second shift, it seemed easier, although he was worried about the time line,abandoning the previous software within the week, training on new software and making parts with it the next. “The Reseller said GibbsCAM was easy to learn and easy to use, and that’s the way it was,” he adds. “The training was a crash course, but pretty good. It was enough to get us started. With no time to test or practice, real learning was on the job.”
The sacrifices paid off quickly, beginning with programming. Concurrent with the acquisition of the Integrex, Instron engineering began to provide solid models in Solid Edge and SolidWorks formats, which GibbsCAM opens in less than five seconds. “I don’t know if our other CAM system could handle solids,” Mr. Welch says. “We would get prints, then redraw the part in the CAM system’s design module and use that for programming. With GibbsCAM, we program directly from the solid models.”
Most important is that the GibbsCAM/Integrex combination enabled runtime reductions in excess of the projections used for ROI analysis. Mr. Welch describes the new process as “done in one,” citing Mazak’s descriptor for single setup part machining. In runtime alone, the largest piston cup previously took 1.2 hours to machine, but now takes only 0.6 hour. the adapter plate took 1.5 hours and is now done in 0.7. Showing the greatest gain was the grip body, which took 1.85 hours and is now done in 0.72.

Mr. Koehler says machining the steel truck frame can take several days. “The part sits on floor plates, separate from the boring bar,” he explains. “We don’t use a rotary table as we do on smaller, floor-plated machines because of the required size, so we flip the part to machine it.”
Flipping the part, however, is no easy task. The rectangular frame weighs 200,000 pounds and measures more than 30 feet long, 15 feet deep and 8 feet high. Two cranes use welded lifting lugs to lift and move the frame. The machine operator and a utility man place angle plates and set up blocks to index and level the part. Thanks to GibbsCAM’s support for right-angle heads, the shop has reduced the machining process from five operations to three. Spending less time adjusting the part for different operations saves nearly 12 hours of machine-idle time for each truck frame.
Using GibbsCAM to drive right-angle heads has also saved time on the boom. The boom, which connects the pulley system, cable and shovel, is more than 12 feet wide and nearly 70 feet long. While it doesn’t require a great deal of machining, the part’s vertical setup creates difficulties. The shop uses right-angle attachments to cut the whole part, although the component is so long it must be flipped once during the process. Still, the company realized time and manpower savings comparable to those it achieved on the truck frame.
However, the machine is equipped with a 72-tool carousel, which enables loading all the tools required to machine all 12 parts. the programs are loaded into memory, so setup time for each part run, including the 6-hour setup required for the grip body, was reduced to five minutes. A five-minute setup can justify shorter runs, so the shop has reduced lot sizes. “Now the machinist loads a program and hits ‘cycle start.’ We run a part one day, and send out the lot for outside processes the next,” Mr. Welch says. “Using our internal shop rate, we save $1,200 per lot in run time alone, on a much smaller lot.”
An added bonus was eliminating queuing the 12 parts at lathes and mills, which can now increase throughput for other parts. Unexpected recognition and encouragement was another reward. “We received a lot of praise from upper management,” Mr. Welch says. “Our CEO and my boss’ manager were totally amazed during a plant tour. they could have watched the Integrex all day. As they eventually moved to other machines, they would pick up a part and say, ‘this would be a great part for the Integrex.”
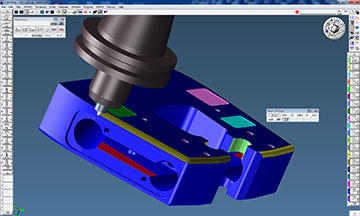
Mr. Welch is giving all programming responsibilities to Mr. Grochocki, now on the rst shift programming a four-axis Haas EC 1600 with indexer, a Mazak Nexus 510C II and two Okuma OSP 700M vertical mills, with GibbsCAM. He says there are many features of GibbsCAM he has never used, but finds them as he needs them. “I rely on some, such as Machine Simulation and Cut Part Rendering, because they show potential problems before I send a program to the machine,” he adds. “We’ve never had a crash, or gouge, or any problem at the machine.”
Mr. Welch agrees, adding another feature. “I really like the ability to jump from programming to CAD and back any time, without losing work,” he says. “With our previous system, if we needed to change a dimension on a feature, we would have to leave the CAM side, start the CAD side to make the change, then leave CAD and start up CAM, which would say everything I had programmed was worthless because of the change, and I’d have to program everything again. With GibbsCAM, I can jump out of CAM with a click, change a feature or dimension, and jump right back into CAM, where the tool path is automatically updated to reflect my change, with no loss of work and no reprogramming. that’s a great feature.”
Integrex efficiency has left a lot of capacity available, so the shop is studying additional high-burden parts for the machine, with a priority of reducing setup. Mr. Welch believes another six or eight parts could ll capacity, and because the carousel is loaded with tools for machining aluminum, he wants to keep the machine dedicated to aluminum parts. Furthermore, management has encouraged him to work with engineering to standardize wherever possible. If running M4 and M6 drills and taps, and a part with M5 holes could be modified for M4 or M6 without affecting its performance, it can be run without changing tooling, leaving setup time at five minutes.
Management is also encouraging justification of another Integrex for next year, so Mr. Welch’s team will look for more opportunities to reduce setup and production time. “The next machine will be dedicated to steel, with a goal of standardizing tools to minimize setup,” Mr. Welch says. As seen in Production Machining Magazine