
Since Pacific Tool Inc. (Redmond, Washington) opened its doors in the late 1960s, the tool and die shop has built a reputation for its ability to handle jobs involving multiple machining operations. The multiple operations typically required several setups on several different machine tools. Setup costs were tolerable when they could be spread over large job runs, but in recent years the shop has seen a dramatic decline in average order size. Customers began placing smaller orders on a more frequent basis. The smaller orders resulted in a greater number of setups, which dragged down uptime on the shop's machines. The company was not about to turn its back on the multiple-operation jobs that were its specialty. However, it needed to reduce setups to remain competitive.
The shop wanted a machine that could reach all sides of the part and perform all of the machining operations on the part in a single setup. In short, the shop wanted a multitasking machine. "We're always trying to distinguish ourselves from the rest of the shops that we compete against, and we recognized the advantages of being one of the first shops to offer multitasking capability to our customers," explains Scott Garbarino, vice president and chief operating officer for Pacific Tool.
After evaluating the multitasking machines available, the shop purchased a Mori Seiki MT2000 multi-axis turning center from their local Mori Seiki dealer. "One reason for choosing the Mori Seiki machine was the excellent performance we've enjoyed from our more conventional Mori Seiki turning centers," Mr. Garbarino explains. "Also, this was our first experience with a multitasking machine, so we did not know what to expect. By buying the machine from our local distributor, we knew that we could count on a high level of support for the machine."
The MT2000 comes in four models. The shop purchased the MT2000SZ model, which is the configuration that offers the greatest flexibility. "When we bought the machine, we didn't know what jobs we'd be running on it," Mr. Garbarino explains. "Because we're a job shop, we don't know what our next job is going to be. However, we felt that we needed to have as much in-house capability as possible to be competitive, so we chose the model that offered the greatest versatility. We wanted a machine that could handle anything that our customers could throw at us."
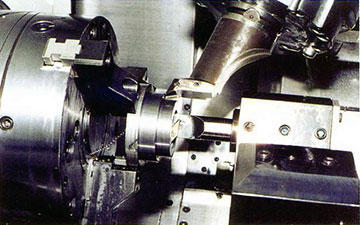
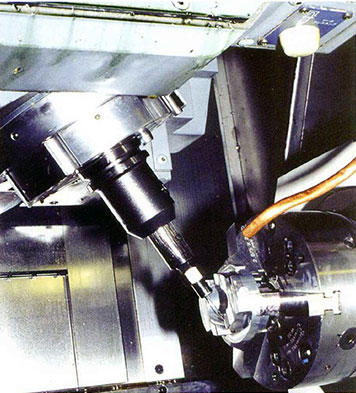
The MT2000SZ is similar to a two-spindle, two turret CNC turning center. A lower 12-tool turret moves in X and Z to present tools to a workpiece held in either of the machine's opposed spindles. Each of the lower turret's tool stations can accommodate a turning tool or a live tool.
Opening Switzer Dynamics with all new equipment at once was a huge effort, because Switzer wanted to know how to run everything, and he wanted everyone to know as much as possible. Although each Switzer employee has an area of expertise, Switzer has taught all of them to run the CNC machines. This way, when the shop needs to keep production running 24 hours a day, for days at a time, everybody can take turns at extra shifts. This happens regularly, because the shop takes on production machining work to keep its five-axis and seven-axis machines busy.
Switzer believes that trial-and-error is a great teacher, and that he learns a lot by finding the limitations of processes and machines. To that end, he taught himself the use of the milling capabilities provided by the Y axis of his seven-axis Haas and how to program its milling functions with GibbsCAM MTM software. As a learning exercise, he programmed a buckle he was making for Simpson Performance Products (New Braunfels, TX), the company known for its racing harnesses and safety equipment, for machining on the MTM. The part is made of stainless steel, has pockets machined through the part, and has to have all edges radiused so that harness straps aren’t cut under load. “You would never run production of this part on that machine, but I wanted to see if it could be done,” said Switzer, “and I used GibbsCAM VoluMill, to see how fast I could make the part.”
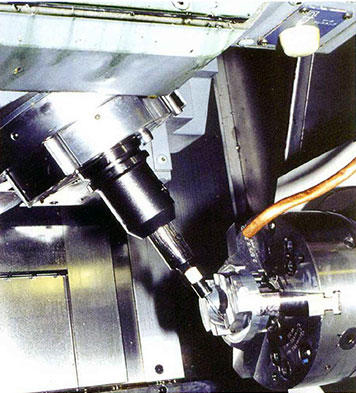
Instead of an upper turret, this model features an upper tool spindle with four-axis movement capability. It moves in X, Y, Zand B (±120 degrees) to present its tool to a workpiece in either spindle. The tool spindle is served by an automatic toolchanger with a 120-tool magazine of turning tools and live tools. The tool spindle can accommodate cutting tools as large as 4. 9 inches in diameter by 11 inches long.
Before the multitasking machine, the company had been programming its turning centers and machining centers using GibbsCAM software. It was only logical, then, that soon after Pacific Tool took delivery of the multitasking machine, it purchased GibbsCAM MTM (Multitask Machining) programming software that was developed specifically for such machines. According to Gibbs, MTM was designed to create programs for virtually any multitasking machine configuration. Starting with a base machine tool definition, other machine options are added such as bar feeders, parts catchers, turrets and subspindles. The necessary level of machine modeling is provided to support the customer's exact machine tool configuration right down to the device-specific cycle times and NC code. Tooling is defined, located and oriented on the machine tool using the software's graphical interface. Turning tools, live tools and form tools are all supported.
Fine Tuning The Postprocessor
"Our shop has postprocessors set up for all of its conventional CNC lathes and machining centers, so we're accustomed to being able to post a program to a particular machine and have it work satisfactorily without any manual editing at the machine," Pacific Tool programmer Anthony Desimone notes. "We wanted to be able to similarly post programs to the new multitasking machine with the same degree of confidence.
"Gibbs worked hand-in-hand with us to develop a postprocessor for the multitasking machine," he continues. "Initially, they created a postprocessor for our specific machine and sent it to us. As we began using the postprocessor, when problems arose, we would alert Gibbs, and they would make the necessary adjustments. The process continued until we had the post just right."
The MTM feature that Mr. Desimone is most impressed with is the Sync Manager, which indi-cates the time required for each operation to be performed on the part. "One of the most important considerations in developing a machining program for a multitasking machine is to divide operations between the two spindles in such a way as to minimize total cycle time for the part," he says. "If I had to manually program a multi- tasking part, I would have to calculate how many operations I could perform on one spindle, while doing a long operation on the other spindle. I would have to use a calculator, multiplying the feed rate by the spindle speed to calculate the times required for each operation. Sync Manager does all of that for me and helps me assign the operations to the two spindles to machine the part in the shortest possible time.
The MTM software also helps the shop reduce setup time. With it, the company created a setup sheet format in Excel that tracks the coordinates of the machine that shows the offsets that the operator needs to use, the bar feeder settings and more. "The ability to post out the program and create appropriate tool lists and setup sheets with all of the pertinent information has really helped us to cut setup times," Mr. Desimone adds.
"From the start, we knew that there was no way we'd be able to program complex, multitasking parts manually," he continues. "That's why we put so much effort into creating processes for everything and, most importantly, getting the post and the software configured the way wanted in order to use the multitasking machine as efficiently as we do our more conventional CNC machines."
The multitasking machine is having the intended effect of decreasing setup times for the company. One of the first jobs machined on the machine was a compression tool used on an automated riveting head to compress layers of material together for a riveting operation. The company formerly machined the part in separate operations on 12 separate, conventional CNC machines. By switching the job to the multi-axis turning center, the shop was able to cut processing time for the part in half.

The new machine has also turned out to be a great marketing tool for the shop. Mr. Garbarino explains that the multitasking capability has enabled the company to talk to potential customers in the medical field about parts with complex geometries. "If you don't have the capability to produce those parts, they won't talk to you, period," he says.
When a customer calls and asks for two more parts, the company can produce them in a couple of hours on the multitasking machine as opposed to 2 to 3 weeks formerly required to schedule and set up the job to run on several different machine tools. "That's where the multitasking machine has really paid off," Mr. Garbarino explains. "It has enabled us to eliminate a lot of setup time so that we haven't had to raise our prices. The multitasking machine has provided our shop with an opportunity to become more competitive, and the MTM software helps ensure that we'll be able to use the capabilities of the machine to the fullest."