New CAM Feature Halves Roughing Time
While common in mold shops, plunge milling traditionally hasn’t been as popular among manufacturers of discrete parts. That’s because unlike molds and dies that require hogging out large volumes of material—for which plunge roughing is ideal— discrete parts are often machined from castings supplied in nearfinished form. However, amid the increasing prevalence of custom work and the development of cutting tool designs for specialized applications, more discrete-parts manufacturers are turning to this technique in order to achieve new levels of efficiency.
GibbsCAM cites two customers as examples.
At Norfolk Specialties, GibbsCAM’s plunge roughing routines have cut machining time in half and quadrupled tool life. The second shop, Ouverson Engineering and Machine, enjoys similar benefits. On one job, for example, the technique improved tool life by approximately 88 percent and halved cycle time. Both shops are located in the Midwest, both are buried in work despite a dismal, uncertain economy and both have benefited from plunge roughing, but their operations are quite different.
Based in Norfolk, Nebraska, Norfolk Specialties makes replacement parts for foreign-made, outdated or unsupported equipment in various industries, including medical, food, rubber and steel. For this 14-man shop, a typical job involves reverse engineering a broken component to produce one or two parts. “Most customers are repeat customers, but we seldom get repeat parts,” says Dan Wilson, machinist and programmer. “These one- or two-part orders keep us busy for a 9-hour shift, five days a week, and if we want more hours, the work is available.”

Four hundred miles away in Milaca, Minnesota, Ouverson Engineering and Machine (OEM) produces heavy-duty axles and axle components for monster truck and mud-bogging professionals and hobbyists. The three-man shop supplies sports truck drivers across the globe who use the military’s 2.5-ton Rockwell top loader axle. Notable customers include professional monster truckers Tom Meents, driver of “Maximum Destruction,” and Dennis Anderson, driver of “Grave Digger.”
Orders are shipped as far away as Australia and Guam, and for certain components, OEM is the only supplier on the planet. Most parts at both Norfolk and OEM are either rush jobs or made in low quantities, so casting or other high-production, pre-machining processes would be impractical. Rather, the shops typically start with raw stock, most of which requires removing a massive amount of material.
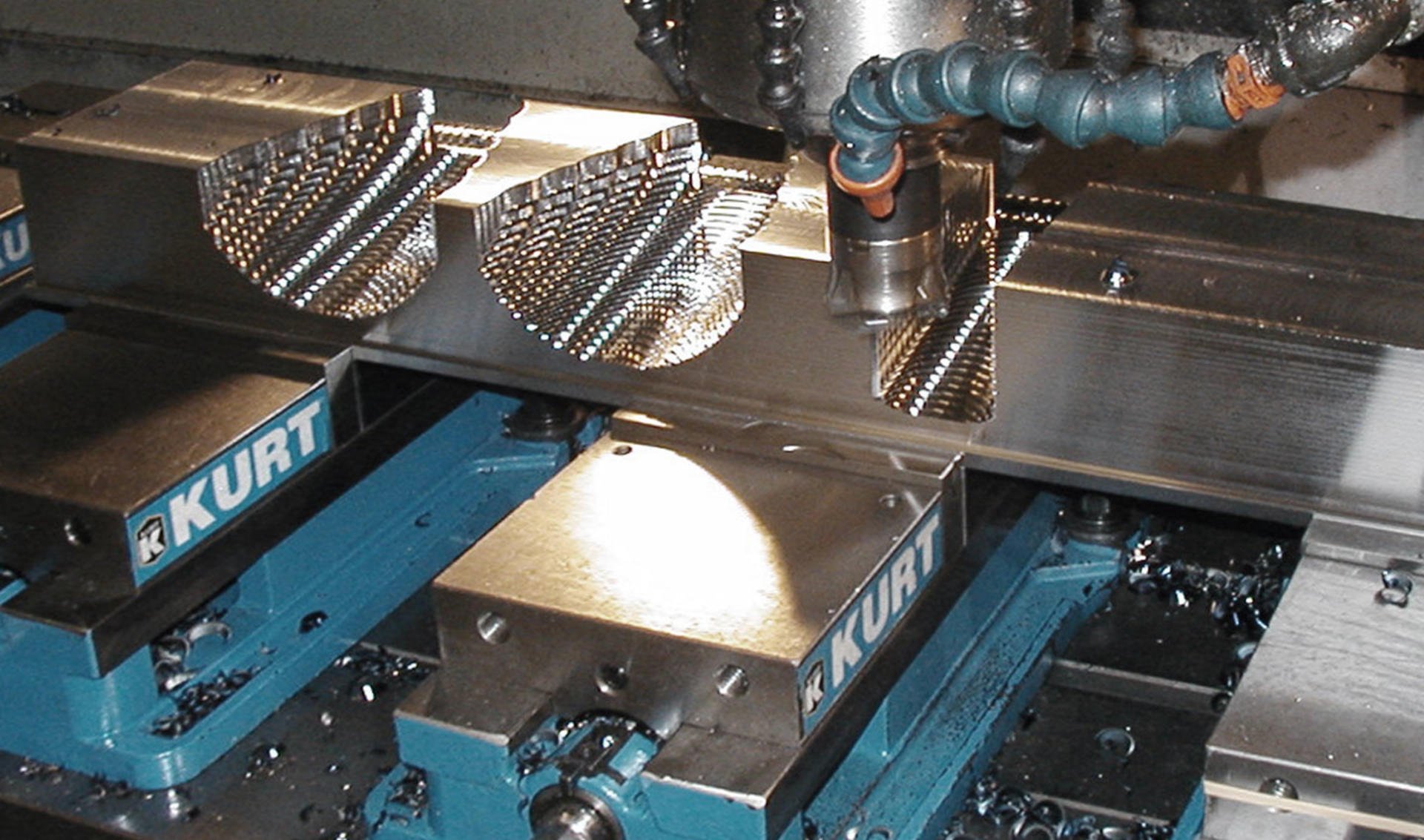
For example, one recent part at Norfolk involved removing 278 pounds of 4140 pre-hardened steel from a 665-pound piece of stock. The roughing stage often became a bottleneck, particularly on parts with irregular shapes. Both shops were able to alleviate this problem with plunge roughing because the technique removes material faster and places less wear and tear on cutting tools and machines compared to other roughing processes.
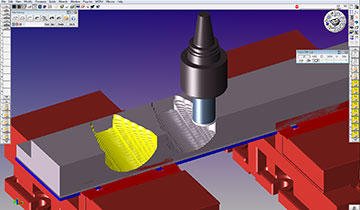
Essentially, it involves taking a series of overlapping passes that cut into the workpiece along the Z axis, similar to a drill. This improves stability and makes the process less prone to chatter and vibration. Additionally, eliminating side pressure from X- and Y-axis forces by keeping all cutting forces in the Z axis enables deeper cuts and more effective use of lighter (less rigid) and/or older machine tools.
Norfolk machinist and programmer Dan Wilson was well aware of plunge milling’s benefits before the shop started using the routine included in the latest version of GibbsCAM. In fact, he did his best to replicate the technique manually by programming his machines’ conversational controls line-by-line with G and M codes. However, even the best conversational controls provide only drill cycles, which are restricted to straight-line motion. Plunge roughing, on the other hand, requires pulling the tool away from walls during retraction to avoid chipping or breaking the inserts. Nonetheless, Mr. Wilson says this method was still worthwhile on parts requiring massive metal removal despite the extra programming effort and tool costs.
Of course, it goes without saying that Mr. Wilson welcomed the software upgrade. “Until then, I thought SolidSurfacer would always be the most valuable function of GibbsCAM,” he says. “Now, I think Plunge Rough has the highest payoff for us.”
Mr. Wilson shares a single seat of GibbsCAM with several other machinists, who reserve the software for use on the most difficult parts. For simpler jobs, standard practice is using the conversational controls on the shop’s Milltronics machines. “These machines have some of the best conversational controls, but if we have irregular surfaces or a lot of stock to remove, using GibbsCAM SolidSurfacer or Plunge Rough is more efficient,” he explains.
Compared to the previous method, the CAM software’s plunge roughing routine has cut programming time in half because the shop no longer needs to compute or select points for plunging. One recent job that previously would have required 6 hours of machining and $56 worth of inserts took only 3 hours and $14 in tools. Having realized these benefits, Mr. Wilson says the shop would use the software more often if machinists didn’t have to share the workstation. With a growing need for rough machining, surface machining and rotary milling, Norfolk might consider investing in another seat, he adds.

While Mr. Wilson made an attempt at plunge roughing through manual programming, Randy Ouverson, owner of OEM, used fly cutting for roughing applications before the release of the latest version of GibbsCAM. In addition to lengthy cycle times, this strategy led to constant insert chipping and vibration that threatened to damage machines. “I knew that plunge roughing is popular for pockets, cores and cavities, but I hadn’t considered it for my parts. It turned out to be a perfect application,” he says.
Mr. Ouverson upgraded to the latest version of the software at the recommendation of his GibbsCAM Reseller, which he consulted about a difficult steering component order. The challenging part was a custom knuckle that began as a 10-by-12-inch plate of 1018 steel measuring 6 inches thick with a 6-inch-diameter hole flame-cut through the center. The knuckle required a great deal of material removal—the 190-pound initial stock would be machined into a finished component that weighed in at only 18 pounds.
Two setups were required to machine the top and bottom of the knuckle. To rough the first side, the shop used a 2-inch-diameter end mill with 14 double-sided inserts mounted on a 50-taper Tree 1260 machining center. Even after adjusting feeds, speeds and cutting depths, roughing the first side took 2 hours. Chatter and chipped inserts resulted in tooling costs of $98 per part. Moreover, side pressure on the part led the shop to tighten the vise excessively, putting it at risk for damage.
The shop had roughed only two of the parts this way before vibration loosened a fitting on the drawbar, preventing the release of the tool. However, with GibbsCAM’s plunge roughing routine and a 2 1 /2 -inch-diameter, 4-inch-long Sandvik plunge mill running at 1,000 sfm and a chip load of 0.008 inch, the shop reduced machining time to 1 hour and tooling cost to $12 per part. “More importantly, I think it saved my machine,” Mr. Ouverson says. “A side benefit we discovered is that corner radii cut cleanly with plunge milling, whereas fly cutting chirps, chatters and then chips the inserts.”
As seen in MODERN MACHINE SHOP Magazine