
Building Capable Machinists: The Precimax Road to Success
Edmonton, AB-based Precimax (precimax.com) is a shop known for doing the work others don’t want to do – awkward precision-machined parts in tough materials. Owners Pete and Dave Kool maintain this reputation for quality complex parts by hiring good talent and allowing that talent to grow by giving their team the independence to program their own parts. They are equipped to do standard milling, turning, and 5-axis machining.
Pete and Dave’s dad, Morris, opened the shop in 1976 to do this sort of challenging work, and his sons carry on that tradition. “Our success is due to the fact that we built our business on the firm foundation our father created, and the striving to be the best that he instilled in us,” says General Manager Pete Kool.
“We generally work with very difficult materials, and parts that have challenges not only with tolerance but geometries as well,” explains Kool. “The parts are often for the oil and gas industry, but they aren’t parts that are round with a hole in them. Probably ten percent of our work is in 4140 steel. The rest is in stainless steel, high nickel alloys and high temp alloys. The parts tend to be conveyance parts that are used in tough environments.”

The average run of a part at Precimax is between one and ten. “If we get a run of 100, we’re pretty excited. And we do get those – you have to get that mix or you’d burn your guys out running nothing but Inconel for weeks on end.”
You can tell that Pete Kool loves metalworking. It’s not just that he trained on manual machines and has a feel for the metal, he also still does some blacksmithing. This passion for knowing a skill from its very roots translates in how the Kool’s run their shop. Everyone on the shop floor does his own programming. As Pete Kool explains, “we don’t have any button-pushers, they’re all trained in programming. There is no central programming, so the guys really take ownership of the parts they make.”
Each machinist on the floor has a computer set up next to their machine so that they can manage their programs right there. Precimax uses GibbsCAM, and they studiously update this and other software they use every year.
“You can’t afford to be out of date with your software,” says Kool. “Our customers are constantly updating their software so we need to do the same. For example, we use Solidworks. We’re not a design shop by any means but our customers are designing parts using that program, so we need to be able to get into their solid models to help program our machines. This is particularly important with some of the milled parts, which have very complex geometries.”
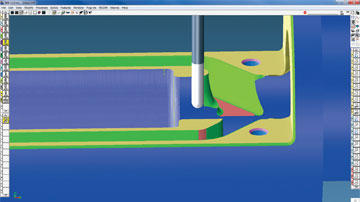
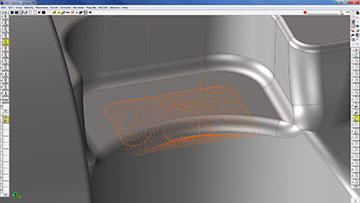
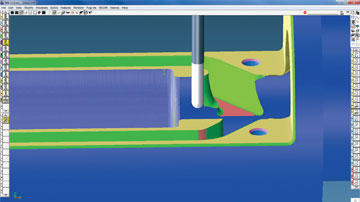
Kool has been surprised over and over by what advances in software have allowed his team to do “With the GibbsCAM program, one of the biggest benefits we’ve seen is through using VoluMill for GibbsCAM,” he notes. “I’m old school – I trained on manual machines, so I figure if you want to remove a bunch of material, you get a face mill and you rip a bunch of material off. But my guys, using VoluMill, have proved to me over and over again that with an end mill buried as deep as you can go, the volume of material you can remove is better than a face mill. It’s hard for me to get my head around that, so I tell them to prove it – and they do, every time. We use Haas machines for milling, and using a half-inch end mill with VoluMill we can remove material like a face mill would on our high-end Mazak.”
“Depending on the part, that’s been a huge advancement,” he continues. “And you’re using the whole end mill. We just had a part that was 16 feet long when it’s welded together, 2.25 inches diameter in Inconel. We had to cut the whole center out, so you have two spars on either side with a hole running down each one of those spars. The center’s milled out of it, and I think we went through 100 end mills. But conventionally, if you were to use a half-inch end mill you’d only be using a half inch of that end mill to do your milling. Well, we’ve used all of it. It is dull from the tip to the shank, and there’s a lot of carbide laying on the floor when we’re done.”
The killer for end mills in corners is you get interrupted cuts, or you get a change in material volume that you’re removing. When you go into a corner, the tool wants to screech because you’ve gone from cutting along 20 degrees of the end mill to a full 90 degrees in the corner. “The thing will just howl,” says Kool. “The great thing about VoluMill is that it calculates what the pocket is and maintains the same volume of material removed by programming a path. Sometimes the path looks goofy but it’s maintaining volume. The chips are all the same weight, shape, size, and so you increase the life of your tools quite a bit.” And the team at Precimax readily accepts the new technology.
“We have a couple of young guys that are really eager when they get this new software,” says Kool. “And they enjoy proving me wrong. That’s great, those are fun challenges that they face. And they have lots of time to work on better understanding the software as well. A lot of parts will have an hour run cycle, and the guys use that time to work in Gibbs on the next job. Each machine has a computer and is hooked up to our network. Better than me giving them a program and saying ‘run this’.” Kool considers this set-up key to their success.
“That’s the way to develop people. It’s very difficult to get apprentices. We have to develop our own people. My brother and I talk about this a lot. If you just give guys programs we’ve used for years to run the same parts, they are never going to take us to the next level. We encourage them to think outside the box and say, ‘hey, if we do it like this we could probably save some time.’ And sometimes it works, sometimes it doesn’t. The point is, it strengthens people. It’s not just making parts, it’s building capable machinists.”
Precimax currently has 25 people on staff. They’ve had their ups and downs in the tumultuous markets of the past few years, but they are healthy at the moment and looking to expand their reach by becoming ISO certified. In preparation for that they’ve revamped their inspection facility and added a Mitutoyo Crysta Apex 9106 CMM machine to their arsenal of tools. “You never want to be tied to only one or two markets,” says Kool.
The CMM has been a great addition as well. It can handle parts of about 3 feet wide by 4 feet long. “We’ve taken on one mission-critical part for a client and we make a ton of them. It has about 300 dimensions that have to be checked and the CMM can fully inspect that in 45 minutes. We’ve always had a CMM, but never of this caliber.”
The biggest part that Precimax can handle is about 22 inches in diameter and up to five or six feet long. But they can work with parts as small as an eighth of an inch in diameter as well.
“Being a job shop we have to maintain flexibility,” says Kool. “Most of the parts we work on are very small. Everyone’s trying to fit more in a smaller package. And we do a lot of design for manufacture work with certain clients to ensure that we make them the parts they really need. That’s where we really enjoy our job – when we’re able to be part of the solution. At that point, you’re not just a supplier, you’re a partner.”
Which comes right back to how the Kool’s treat their own team – as partners, in their own way, building the success of Precimax as a place that cares about doing complex jobs the right way – building success that can last.