
Shortly after its introduction in 1964, the Mustang became an automotive icon. Ford sold 470,000 of the ’67 models, fastbacks accounting for just over 71,000 vehicles. Miraculously, one of these fastbacks survived the ravages of time, emerging after 40 years with virtually no damage from the minor modifications it had endured. Car owner Doug Hoppe commissioned Ringbrothers to see whether the car could be restored to mint condition. A preliminary evaluation found the car to be solid and without rust. Its faded green paint had a nuclear industrial quality, inspiring the name “Reactor” and the builders’ nickname for the refinish color, “Chernobyl Green.”
Todd Milanowski had worked in design and manufacturing for 10 years before co-founding Prime Components with partner Ringbrothers. He had been a machinist in his first job, teaching himself different CAM systems along the way. That led to his next job, where he met his future Reactor collaborators, and where he quickly taught himself GibbsCAM.
“By the end of the first day, I was making holes and doing elementary machining,” he says, “It was interesting to discover how I could use various functions of the software and do what I love, creating.”
The resto-mod is thoroughly documented in Build Book #5, published by Team Killeen of Sherman Oaks, CA in 2007. GibbsCAM (and a 21-tool, 3-axis Fanuc Robodrill CNC machining center) are featured and credited for the machining of over 30 assemblies from 6061- T65 aluminum billet, many of them prominent in the award-winning Reactor.
Designing and machining parts was a challenge, but not an overwhelming one to Milanowski, who attributes his abilities to curiosity about the way things are made, along with a desire to make things and make them better.
“I was fortunate in working with gifted people who taught, challenged and inspired me,” he says. “I have had the privilege of being exposed to very talented designers and engineers. Sean Smith, the artist on this project, is one of them.”
Many of the parts machined by Prime Components are under the hood, doing mechanical duty while adding considerable aesthetic appeal to the engine compartment. The hood hinge assembly, comprising six machined components, including a turnbuckle adjustment; the shock tower cap assemblies; and the air boxes, air box covers and a double-boomerang assembly that holds the covers in place are some examples.
Several other machined parts contribute heavily to the aesthetics of the exterior. These include the hood pin and locking plate, the lower fascia air scoops and, in the tail, the Reactor logo plate, gas cap, tail light bezel, and the lower exhaust valance with its four openings.
When the Prime Components partnership was formed in 2005, they bought SolidWorks, GibbsCAM SolidSurfacer and a CNC machining center. They chose the Fanuc Robodrill for its small foot print, its work envelope and the Fanuc control, which facilitated surface machining. “The machine is small,” says Milanowski, “but with direct drive and its high torque, the machine is good for high-speed machining techniques like lighter cuts made at high feeds and high RPM with rapid motion.”
GibbsCAM had been Milanowski’s choice for its extensive capabilities and ease of use. However, he purchased the SolidSurfacer module, which is much more capable than the entry-level version he used previously. He had n ever done surface machining with GibbsCAM, but anticipated having to design and machine parts with multiple flowing, intersecting and aerodynamic surfaces.
For the Reactor, he designed most of the machined parts based upon the machine’s specifications and the tooling he had, having to purchase few additional tools.
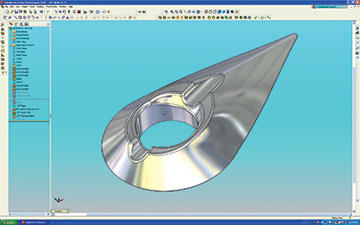
One of the first parts made specifically for the Reactor was the side air scoop. Milanowski began with the factory louver, which had an edge of under 1/8 inch in contact with the car body. He had the ribbon edge laser scanned to get a surface to mate with the body. One of Sean Smith’s four design concepts was selected, using Milanowski’s recommendation for appearance and machinability.

Using SolidWorks, which he also taught himself on the job, Milanowski modeled the part.
“That was the most challenging thing I modeled for the car,” he says, “starting with a twisting ribbon surface and building the rest from a conceptual drawing. I didn’t change a thing, and I learned a lot making that model.”
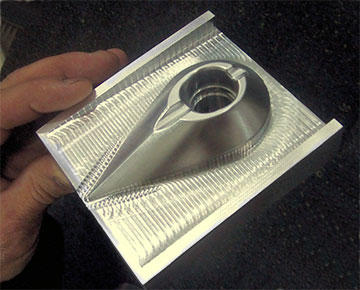
The part was difficult to model on the twisting arcs. It has compound angles, rotating surfaces, and rounded surfaces merging into flats. The part was made in two pieces to leave sharp corners, instead of fillets, on the rib that divides the scoop. Milanowski was just learning GibbsCAM SolidSurfacer – he didn’t know how to use it for surface machining, and couldn’t determine how to machine the retaining lip on the back but, he says, “The flexibility of the software let me do it another way. I extracted geometry from the solid model, found the ‘parting line,’ and did 3D contouring, ramping in and out, getting cuts tangent to the interior surfaces.”
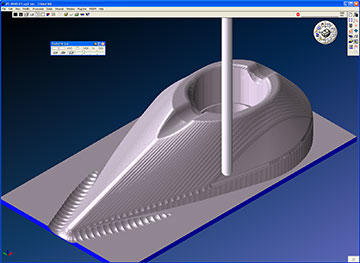
When he machined the front, he found a feature that let him select all the faces, set an offset distance from walls and bottom, and a step-over distance, and then execute the pocketing. “The software just took over and generated a cutting routine,” he explains. “I didn’t have to create any geometry or bounding box. It just did it.”

GibbsCAM created six 2D machining processes automatically. “I was amazed,” says Milanowski, “It’s still exciting. It was always available, but it was new to me. It just demonstrates what I continue to believe. There’s so much to the software that, when approaching complex parts, it gives a programmer many options.”
“Surfacing is one thing, but roughing for multiple intersecting surfaces was a great discovery for me,” he adds. “I just ramped in with a straight end mill and roughed out an area bounded by surfaces!”
Milanowski admits that Cut Part Rendering, the visual verification feature of GibbsCAM, had always left him apprehensive, but that verifying and machining this part gave him confidence. “The machining routines ran on the machine just as they did on screen,” he says, “I rely on it now. It really
cuts time and stress off complex parts.”
“After the part was roughed,” he says, “I finished it using nothing more than lace cut with different step-over values. GibbsCAM gives me so many options to easily machine the way I want that I was able to select a couple of parameters, and let it go. It’s really simple and very fast. For a smooth, ready-to-mount finish, I used a tiny step-over distance and let the part run overnight.”

Another interesting part was the rear Exhaust trim, one of Sean’s ideas, modeled after the dashboard’s gauge bezel, made earlier. The two outer openings function as exhaust ports, while the two in the middle are strictly decorative.
Milanowski modeled the rear exhaust trim from Sean’s sketches. For proper fit, he drew several arcs on paper, cut them out, and used them as curve gauges on the valance of the car to find proper curves. One challenge was the machine’s working envelope, which led Milanowski to make the part into three sections. Also, the part had very deep pockets, which could lead to potential problems.
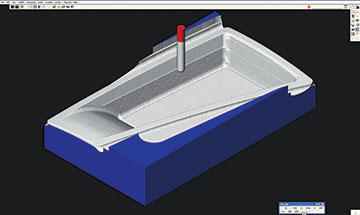
Once again, he circumvented these problems through GibbsCAM features. To prevent hitting and damaging the expensive stock with the tool holder, Milanowski modeled the holder. He downloaded a model of the vise and included it in the machining assembly, which he moved into the GibbsCAM Body Bag, which defines the entity to be machined.
Cut Part Rendering, which provides five display options (part, fixture, stock, fixture only, and stock only), gave Milanowski what he needed to prevent damage. With stock shown in blue, fixturing in red, and cuts in gray, it would show any potential collisions. The software allows toggling the tool holder display on and off, which Milanowski turned on to visually check for collisions when the tool or holder got close to stock or tooling. This also helped him select tools and tool lengths.

To enable assembling the pieces into a single unit, Milanowski milled a channel along the mating edges to enable TIG welding with a solid weld, without heat distortion. Additional rigidity was provided when the part was bolted to the car. Every precaution was taken to minimize the seams, which ended as visible hairlines. Luckily, and unplanned, the copper plating before nickel plating was sufficient to fill the seam, making the assembly visually seamless.
One of the last parts machined for the Reactor was the hood pin plate, although it was one of Milanowski’s earliest thoughts. He sketched ideas at his kitchen table and, as he did with the exhaust trim, he cut curves of various radii from paper and laid them on the hood until he had a match front to back and side to side.
He modeled the plate and a fixture in SolidWorks, then took the models into GibbsCAM to generate toolpaths with lace cut and surface flow machining. “Without GibbsCAM, there was no easy way to do it,” Milanowski elaborates, “There isn’t a flat surface anywhere. I selected faces I wanted to machine, chose cutting methods (lace cut or surface-flow), some other constraints, and then set my step-over distance for a .0002” scallop, and a speed of 10,000 RPM and 180 inches a minute for finish passes, and let it rock. It’s pretty amazing. Because I use the software’s Cut Part Rendering to visually check all my machining, the parts were perfect and ready for installation right off the machine.”
Without CAM, the job would have required unreasonable hours of hand work. “I wouldn’t have been able to do this without SolidSurfacer and Cut Part Rendering because the whole part is a combination of tangential surfaces,” says Milanowski. “When I started using Cut Part Rendering, I was skeptical, not knowing its accuracy. Now I have complete confidence in it, and I use it for everything.”

He says that when modeling and machining by himself, GibbsCAM made life much easier. He could go home at night, do some modeling, think about machining, and return the next day to generate toolpaths and make chips. “I had full confidence that toolpaths wouldn’t crash something,” he says, “It saved so much time and stress. There’s much more to GibbsCAM that I look forward to discovering! I never know what I will uncover with the next crazy idea.”
Milanowski designed over 100 parts for the Reactor. Although some of them didn’t make it to the finished product, he machined over 70 unique parts, counting left and right versions. “All of these parts were a result from using SolidWorks, GibbsCAM, a good machine … and some dumb luck,” he says.

The dumb luck, however, lacks a bit of credibility. In February, 35-year old Todd Milanowski bought out Ringbrothers, making Prime Components a sole proprietorship. He forfeited rights to the Reactor parts he created, although he continues to machine some of them for Ringbrothers. Seeing specialty car part sales as an important niche, he also serves various industries. “I’ve acquired loyal customers, who provide good contract jobs,” he says. “We make parts for the oil and gas industry, scientific instrumentation and robotics, to cite examples. Diversification is part of my business plan and important to Prime Components.”
By serving other industries while working on the Reactor, Prime Components has doubled its size each year, in people, machines and revenue. The shop now runs with Milanowski, three full-time employees, a mechanical engineering intern and another student, all working with four machine tools driven by GibbsCAM: 3 Fanuc Robodrills and a Mori Seiki NL2000MC turning center with C-axis milling and bar feeder.
At the end of April, Prime Components moved from the countryside to a new facility in Middleton, Wisconsin, next door to Madison, where it is ideally located to serve more industries while contributing to more resto-mod projects.