Inicio
Productos
GO Fresado
GIRAR
GO MTM
GO Suiza
GO 5-Ejes
GO Electroerosión por hilo
Opciones adicionales
AI para la Fabricación
up2parts autoCAM
Gestión de herramientas
ToolManageriQ
Herramientas de rendimiento
Vericut Optimizer
Última versión - Novedades
Qué hay de nuevo en GibbsCAM
Libros blancos
¿Por qué elegir GibbsCAM?
ROI Calculator
Historias de clientes
Socios
Vídeos
Hojas de datos
Noticias y Eventos
Noticias
Eventos
Seminarios web
Contáctenos
Contáctenos
Buscador de revendedores
Soporte
Carreras
Español
English
Deutsch
Français
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Español
English
Deutsch
Français
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Inicio
> Qué hay de nuevo en GibbsCAM > Historias de clientes
Historias de clientes
Historias de clientes de todo el mundo
GibbsCAM as a troubleshooter at Capristo Automotive
(inglés)
MUT-Tschamber Transforms Manufacturing Efficiency with PrimeTurning™ and GibbsCAM
(inglés)
Fast Learning for Fast Earning: Maine College Shortens Training to Nine Months with GibbsCAM
(inglés)
RIECO SYSTEM SRL - Special Not Only in Production
(inglés)
SAFA GMBH & CO.KG
(inglés)
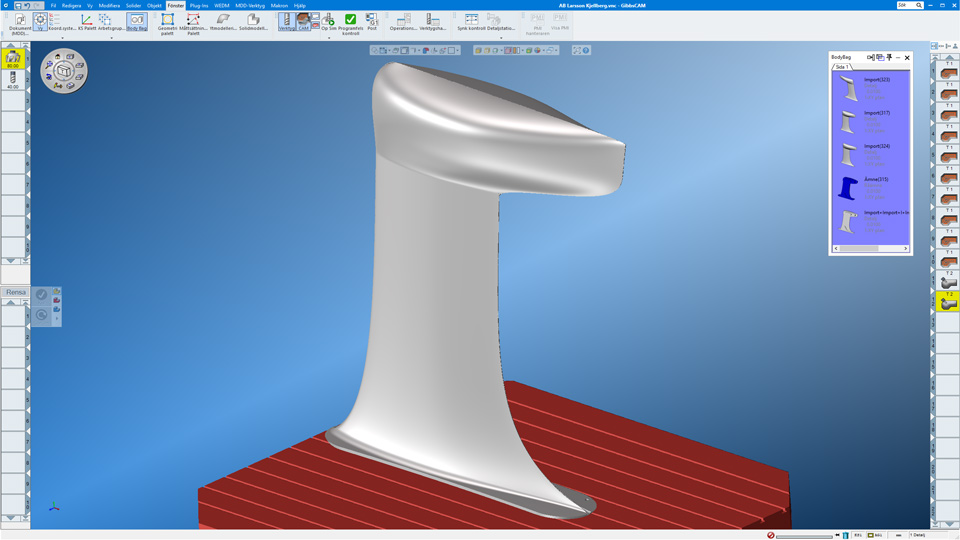
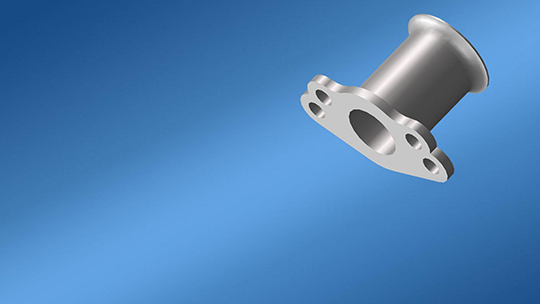
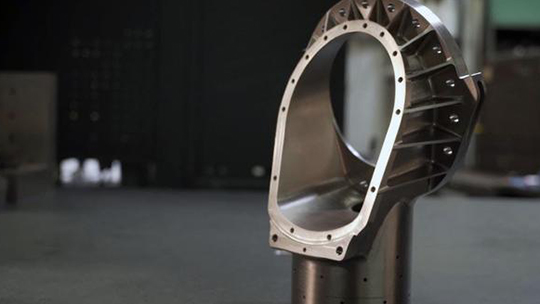
Larsson & Kjellberg Moves Mountains (of Steel)
(inglés)
GibbsCAM & Integrex at Tremeco
(inglés)
Slice Mfg. Studios Improves Speed to First Part with Multi-Task Machines and GibbsCAM
(inglés)
From Machine to CAM Programming with GibbsCAM
(inglés)
GibbsCAM Enables Rover Exploration Vehicle Parts Go to Mars for the Third Time
(inglés)
ARCH Cutting Tools Manufactures Specials 40% Faster with Multi-Task Machine and GibbsCAM
(inglés)
Using GibbsCAM to Machine Parts for the '67 Mustang Reactor
(inglés)
Contáctenos
SERVICIO AL CLIENTE
Boletín de noticias
Conéctate con nosotros:
Copyright © 2025 | GibbsCAM | Todos los derechos reservados