Accueil
Produits
Fraisage de production
Tournage de production
Usinage multitâches
Vericut Optimizer
ToolManageriQ
Dernière version - Quoi de neuf
Pourquoi GibbsCAM ?
Papiers blanc
Fonctionnalités
Pourquoi choisir GibbsCAM ?
ROI Calculator
Témoignages clients
Partenaires
Vidéos
Fiches techniques
Maintenance GibbsCAM
Informations et Evènements
Informations
Évènements
Webinaires
Nous contacter
Nous contacter
Recherche de revendeurs
Support
Carrières
Français
English
Deutsch
Español
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Français
English
Deutsch
Español
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Accueil
> Pourquoi GibbsCAM ? > Témoignages clients
Témoignages clients
Témoignages de clients à l'international
GibbsCAM as a troubleshooter at Capristo Automotive
(anglais)
MUT-Tschamber Transforms Manufacturing Efficiency with PrimeTurning™ and GibbsCAM
(anglais)
Fast Learning for Fast Earning: Maine College Shortens Training to Nine Months with GibbsCAM
(anglais)
RIECO SYSTEM SRL - Special Not Only in Production
(anglais)
SAFA GMBH & CO.KG
(anglais)
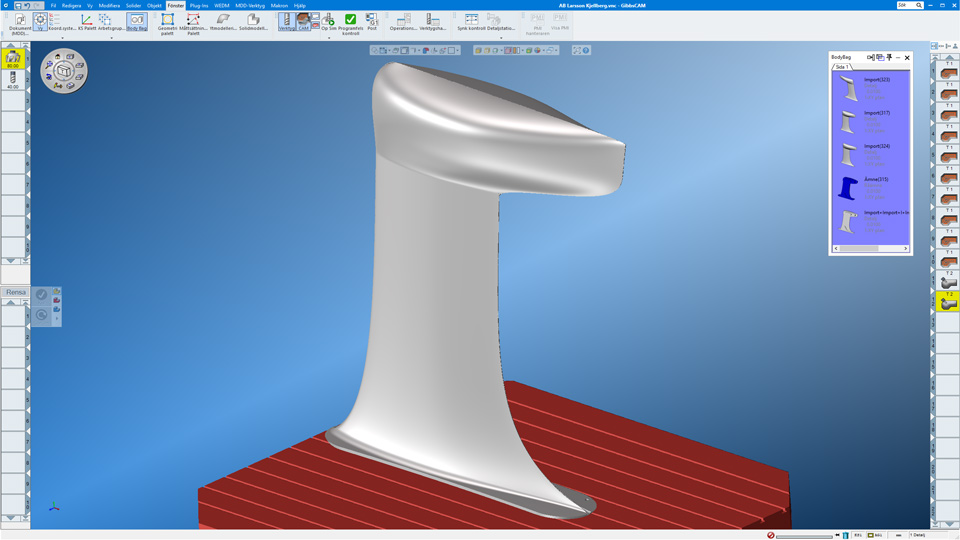
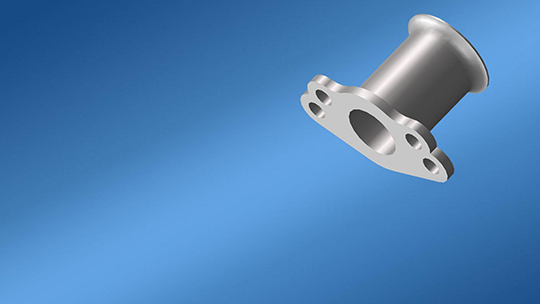
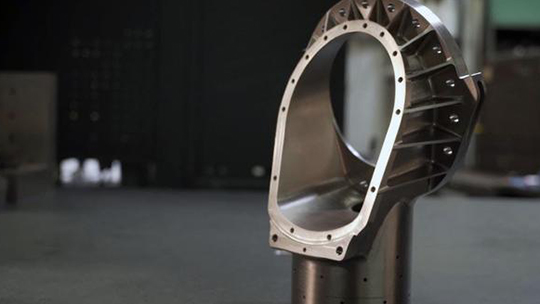
Larsson & Kjellberg Moves Mountains (of Steel)
(anglais)
GibbsCAM & Integrex at Tremeco
(anglais)
Slice Mfg. Studios Improves Speed to First Part with Multi-Task Machines and GibbsCAM
(anglais)
From Machine to CAM Programming with GibbsCAM
(anglais)
GibbsCAM Enables Rover Exploration Vehicle Parts Go to Mars for the Third Time
(anglais)
ARCH Cutting Tools Manufactures Specials 40% Faster with Multi-Task Machine and GibbsCAM
(anglais)
Using GibbsCAM to Machine Parts for the '67 Mustang Reactor
(anglais)
Nous contacter
Service Clients
Newsletter
Connectez-vous avec nous:
Copyright © 2025 | GibbsCAM | Tous droits réservés