Home
Produtos
GO Milling
GO Turning
GO MTM
GO Swiss
GO 5-Axis
GO Wire EDM
Opções adicionais
IA para Manufatura
up2parts autoCAM
Gestão de ferramentas
ToolManageriQ
Ferramentas de Performance
Vericut Optimizer
Última Versão - O que há de Novo
O que há de novo no GibbsCAM
Whitepapers
Por que GibbsCAM?
Calculadora de ROI
Histórias de Clientes
Parceiros
Vídeos
Informativos
Manutenção GibbsCAM
Notícias e Eventos
Notícias
Eventos
Webinars
Contate-nos
Contate-nos
Encontre um Revendedor
Suporte
Carreiras
Português
English
Deutsch
Español
Français
Italiano
עִבְרִית
日本語
한국어
简体中文
Português
English
Deutsch
Español
Français
Italiano
עִבְרִית
日本語
한국어
简体中文
Home
> O que há de novo no GibbsCAM > Histórias de Clientes
Histórias de Clientes
Histórias de Clientes pelo Mundo
GibbsCAM as a troubleshooter at Capristo Automotive
(inglês)
MUT-Tschamber Transforms Manufacturing Efficiency with PrimeTurning™ and GibbsCAM
(inglês)
Fast Learning for Fast Earning: Maine College Shortens Training to Nine Months with GibbsCAM
(inglês)
RIECO SYSTEM SRL - Special Not Only in Production
(inglês)
SAFA GMBH & CO.KG
(inglês)
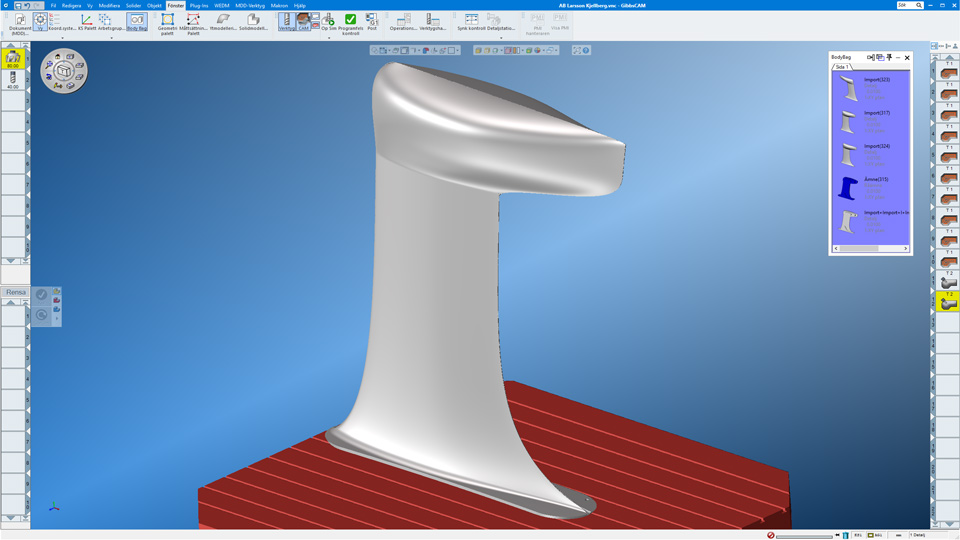
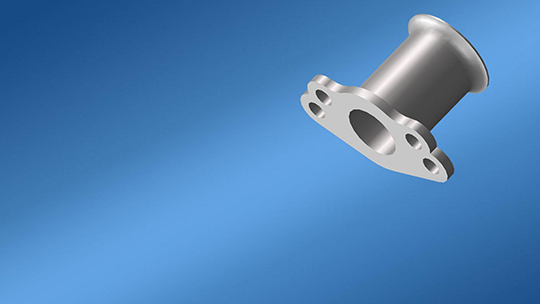
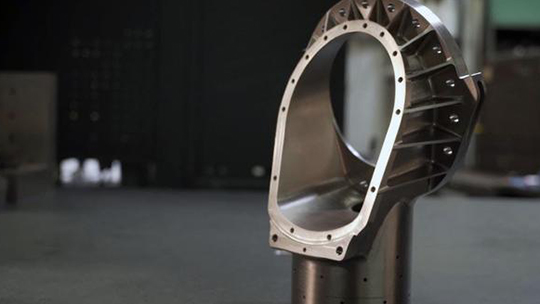
Larsson & Kjellberg Moves Mountains (of Steel)
(inglês)
GibbsCAM & Integrex at Tremeco
(inglês)
Slice Mfg. Studios Improves Speed to First Part with Multi-Task Machines and GibbsCAM
(inglês)
From Machine to CAM Programming with GibbsCAM
(inglês)
GibbsCAM Enables Rover Exploration Vehicle Parts Go to Mars for the Third Time
(inglês)
ARCH Cutting Tools Manufactures Specials 40% Faster with Multi-Task Machine and GibbsCAM
(inglês)
Using GibbsCAM to Machine Parts for the '67 Mustang Reactor
(inglês)
Contate-nos
Suporte ao Cliente
Newsletter
Conecte-se conosco:
Direitos autorais © 2025 | GibbsCAM | Todos os direitos reservados