Home
Produkte
GO Milling
GO Turning
GO MTM
GO Swiss
GO 5-Axis
GO Wire EDM
Zusatzoptionen
AI für die Fertigung
up2parts autoCAM
Werkzeugverwaltung
ToolManageriQ
Performance Werkzeuge
Vericut Optimizer
Neu in der aktuellen Version
Warum Virtual Gibbs?
Warum Virtual Gibbs?
ROI Calculator
Datenblätter
Partner
Whitepaper
Produktvideos
Anwenderberichte
News und Events
News
Virtual Gibbs Schulungen
Messen und Events
Webinars
Kontakt
Kontakt
Ansprechpartner
Support
Fachhändler suchen
Karriere
Deutsch
English
Español
Français
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Deutsch
English
Español
Français
Italiano
Português
עִבְרִית
日本語
한국어
简体中文
Startseite
> Warum Virtual Gibbs? > Anwenderberichte
Anwenderberichte
PrimeTurning™ und Virtual Gibbs sorgen für deutliche Produktivitätssteigerung bei der Fertigung von Rührwerks-Komponenten bei MUT-Tschamber
Schnell Lernen, Schneller Verdienen: Maine College verkürzt Ausbildung mit Virtual Gibbs auf 9 Monate
RIECO SYSTEM SRL - Spezialisiert, nicht nur in der Fertigung
Anwenderberichte: SAFA GMBH & CO.KG
CENTROPLAST ENGINEERING PLASTICS GMBH
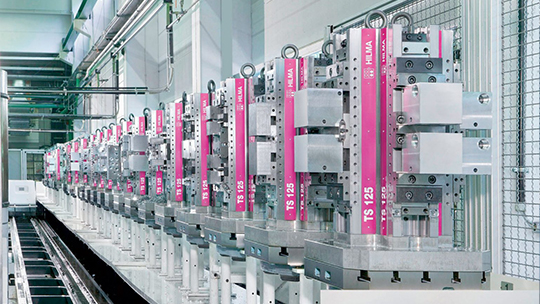
HILMA-RÖMHELD GMBH
MSB TEAM CELLE
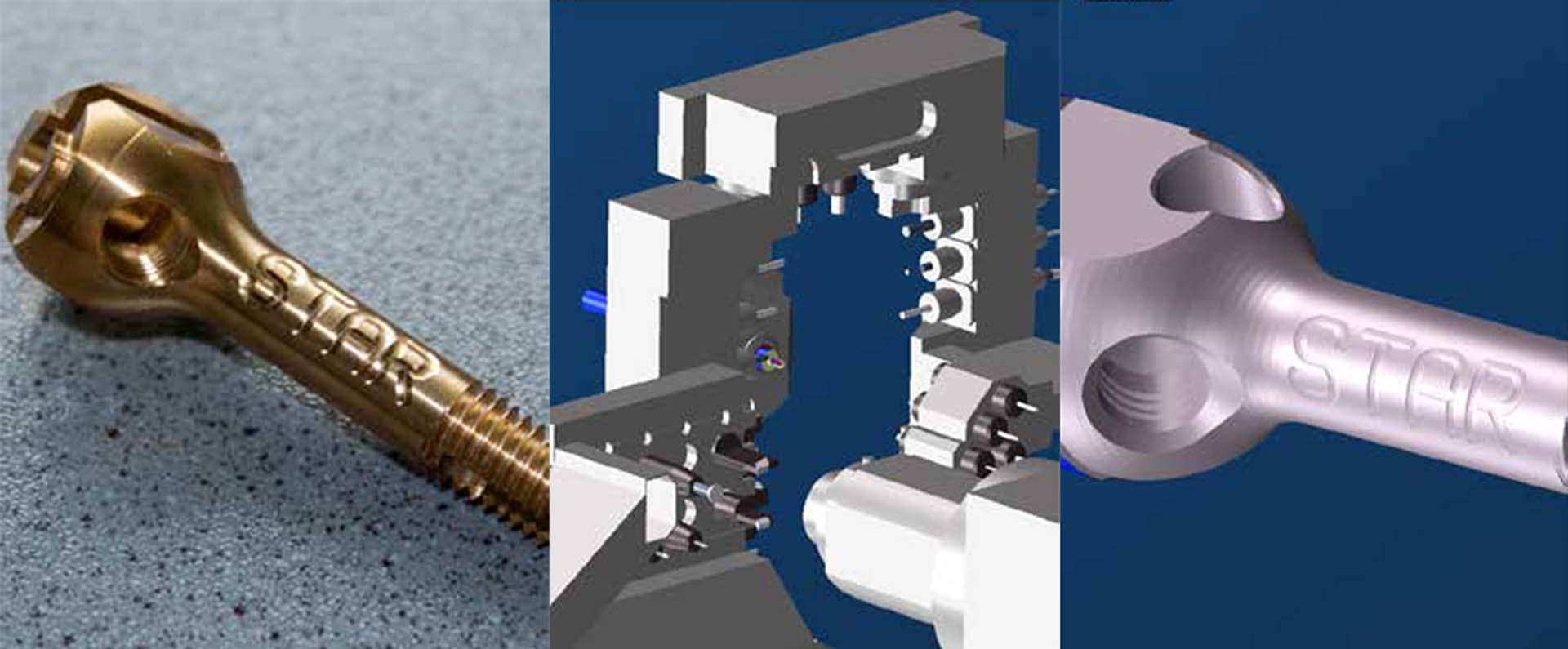
STAR MICRONICS
WEBER MASCHINENBAU GMBH
Kontakt
KUNDENSUPPORT
Newsletter
Nehmen Sie Kontakt zu uns auf:
Copyright © 2025 | GibbsCAM | Alle Rechte vorbehalten